

Method and device for preparing aromatic hydrocarbons from syngas
A technology for synthesis gas and aromatic hydrocarbons, applied in the chemical industry, can solve the problems of low olefin yield, long reaction process, complicated preparation method of aromatic hydrocarbons, etc., and achieve the effects of low olefin content, process reduction, and process adaptability enhancement.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
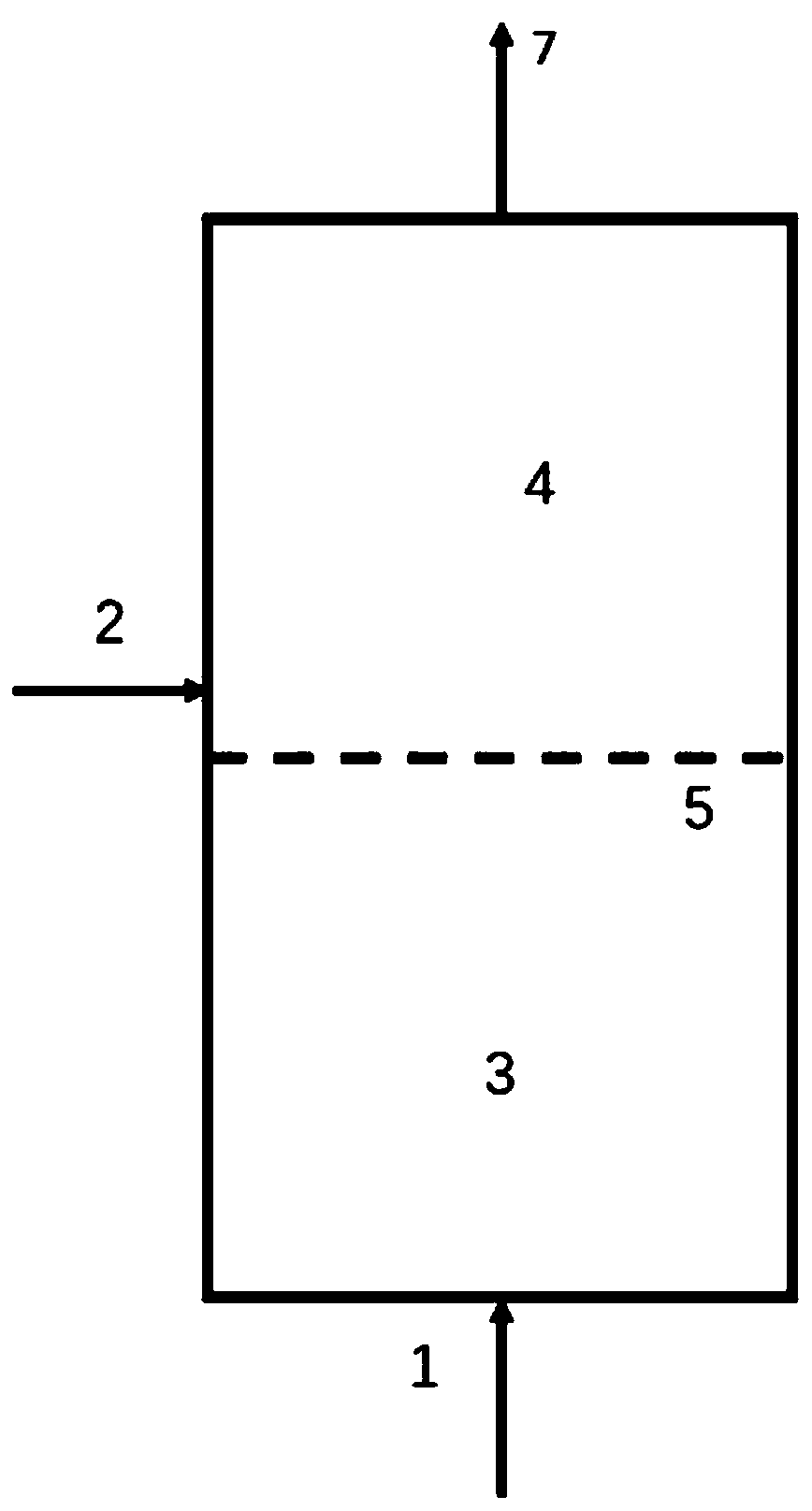
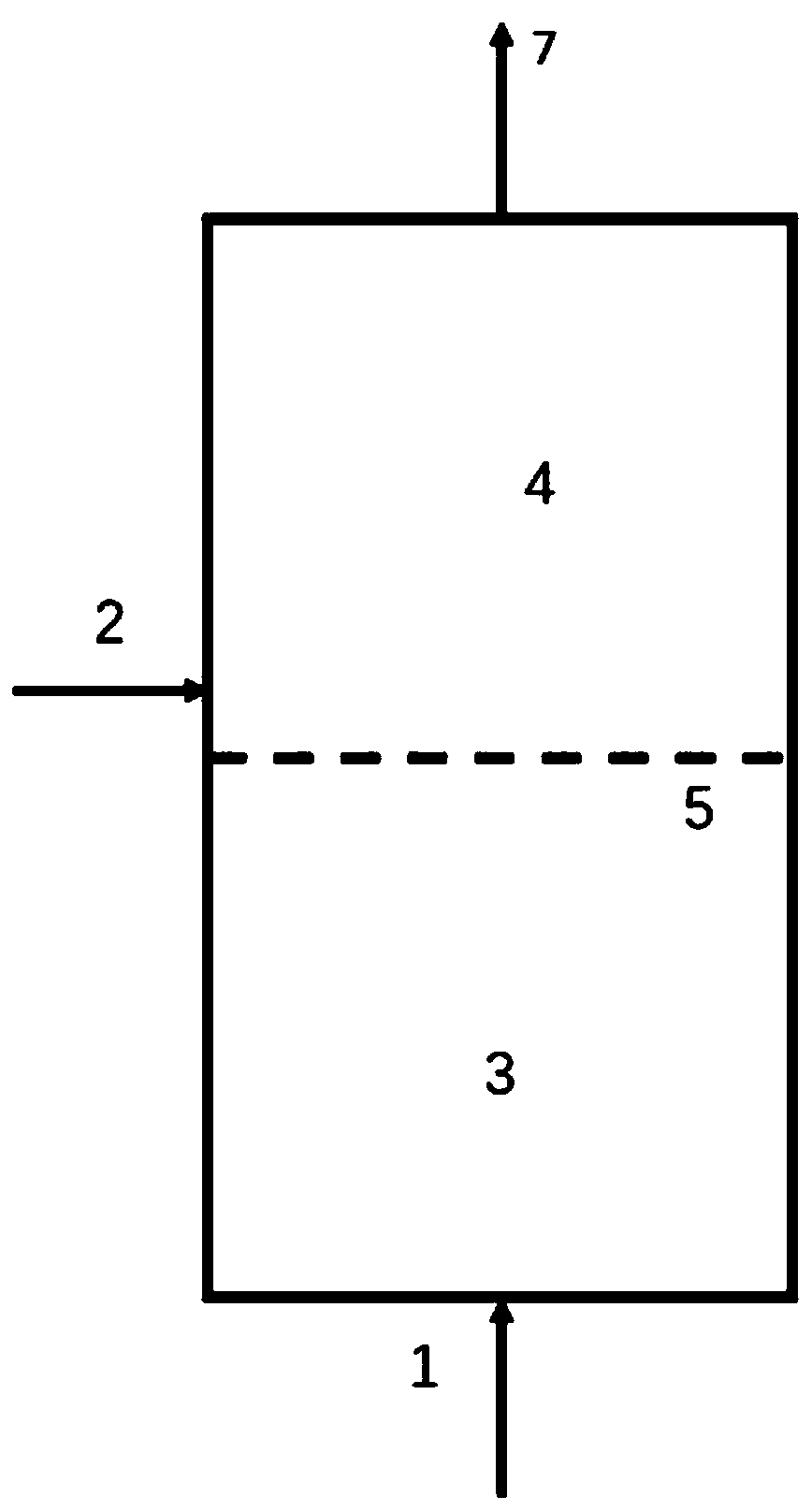
[0025] use figure 1 Shown reaction device, first section reaction zone 3 and second section reaction zone 4 are the reactor of fixed bed, and catalyst (50%Fe-30%Zn-20%Na 2 O) placed in the first stage of reaction zone 3, the catalyst (ZSM-5) is placed in the second stage of reaction zone 4. A perforated plate 5 is arranged between the two sections so that the catalysts in the two sections are not exchanged or mixed.
[0026] Feed H into the first stage reaction zone 3 through the synthesis gas inlet 1 2 Mixed gas with / CO molar ratio of 2:1, at 2MPa, 450℃, volume space velocity of 10000h -1 olefin synthesis reaction. When the CO conversion rate is 90% and the olefin selectivity is 50%, the mixed gas obtained from the outlet of the first-stage reaction zone 3 enters the second-stage reaction zone 4 . At the same time, feed benzene into the second-stage reaction zone through benzene or toluene inlet 2, and control the molar ratio of benzene to total olefins in the mixed gas ...
Embodiment 2
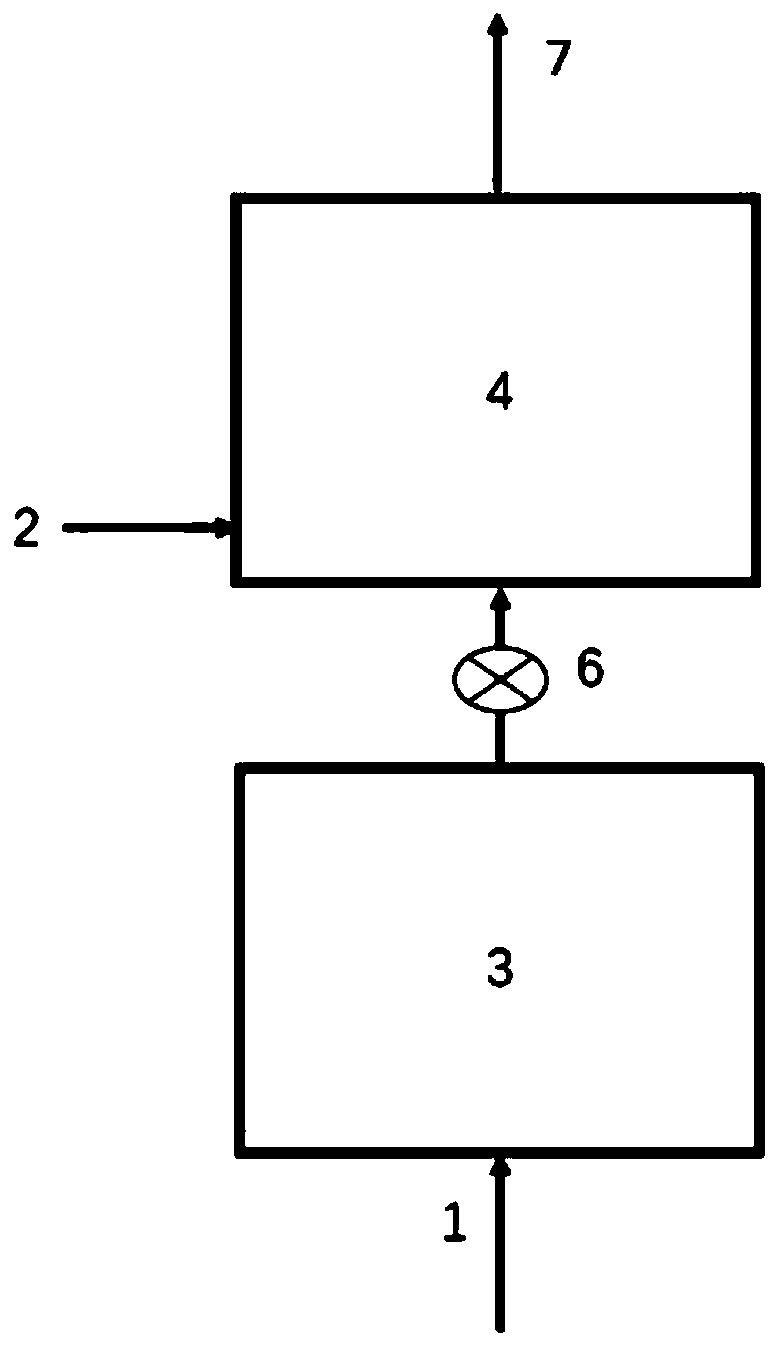
[0028] use figure 2 Shown reaction device adopts the reactor that the first stage reaction zone 3 and the second stage reaction zone 4 are fluidized beds, and the catalyst (20%Ni-20%La-20%Ga-40%K 2 O) packing the first stage reaction zone 3, catalyst (35%ZSM-5-30%Al 2 o 3 -25% SiO2 2 ) device in the second stage reaction zone 4. A valve element 6 is set between the two sections, so that the catalysts in the two sections are not exchanged or mixed.
[0029] Feed H into the first stage reaction zone 3 through the synthesis gas inlet 1 2 Mixed gas with / CO molar ratio of 1:1, at 5MPa, 250℃, and volume space velocity of 500h -1 olefin synthesis reaction. When the CO conversion rate is 50% and the olefin selectivity is 90%, the mixed gas obtained from the outlet of the first-stage reaction zone 3 enters the second-stage reaction zone 4 . At the same time, feed benzene into the second-stage reaction zone 4 through the benzene or toluene inlet 2, and control the molar ratio o...
Embodiment 3
[0031] use figure 2 The shown reaction device adopts the reactor in which the first stage reaction zone 3 and the second stage reaction zone 4 are both moving beds, and the catalyst (15%Co-5%Ag-40%Mn-40%CaO) is placed in the first stage section, the catalyst (30% β molecular sieve-20% ZSM-22-50% Al2 o 3 ) placed in the second paragraph. A valve element 6 is set between the two sections, so that the catalysts in the two sections are not exchanged or mixed.
[0032] Feed H into the first stage reaction zone 3 through the synthesis gas inlet 1 2 Mixed gas with / CO molar ratio of 5:1, at 0.5MPa, 350℃, volume space velocity of 3000h -1 olefin synthesis reaction. When the CO conversion rate is 60% and the olefin selectivity is 75%, the mixed gas obtained from the outlet of the first-stage reaction zone enters into the second-stage reaction zone 4 . At the same time, toluene is introduced into the second stage reaction zone 4 through the benzene or toluene inlet 2, and the mola...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More