[0003] Furthermore, due to the continuous research and development and improvement of
liquid crystal display and thin-film
touch panel manufacturing technology, the new generation of product applications are all directed toward lighter, thinner, energy-saving, low-
radiation, flexible or curved surfaces, and larger sizes. The purpose of the design is to provide humans with a wider
visual interface and higher-resolution colors, and to bring great convenience and fun to humans. Therefore, the display interface has become the focus of the industry, and the relevant manufacturers are all concerned. Invest resources in the development of new display technologies and new applications, and work together to improve human visual enjoyment. However, because most of the general LCD panels and touch panels are flat, the development of panel lamination technology has been quite mature. Although The bonding technology is constantly improving, but it is relatively difficult to have great innovation technology. However, as panel manufacturers develop new organic light-emitting
diode (
OLED) flexible curved panel display technology, compared with traditional
liquid crystal The panel has the advantages of wider viewing angle, better contrast, low
power consumption and high response rate, so the development of curved
surface bonding technology is an important key, and it is necessary to find a way to bond curved substrates stably
[0004] However, with the rapid growth of demand for
liquid crystal displays and thin-film touch panels, how to improve production efficiency and yield is the expectation of all manufacturers. The
bottleneck of the panel process is mainly in the glue
coating and lamination process, such as polarizers and glass substrates. ,
optical film, touch film, or the upper and lower films, functional films and packaging films of flexible
active matrix organic light-emitting
diode display panels, etc., will have strict requirements on their surfaces, and between various two substrates For lamination, optical glue (OCR glue, commonly known as water glue) or
solid optical glue (OCA glue) with better light
transmittance is often used for bonding, but the general technology of glue
coating and lamination is prone to bubbles and takes a long time to process Problems such as low
pass rate, etc., can not meet the demand of large-size panels
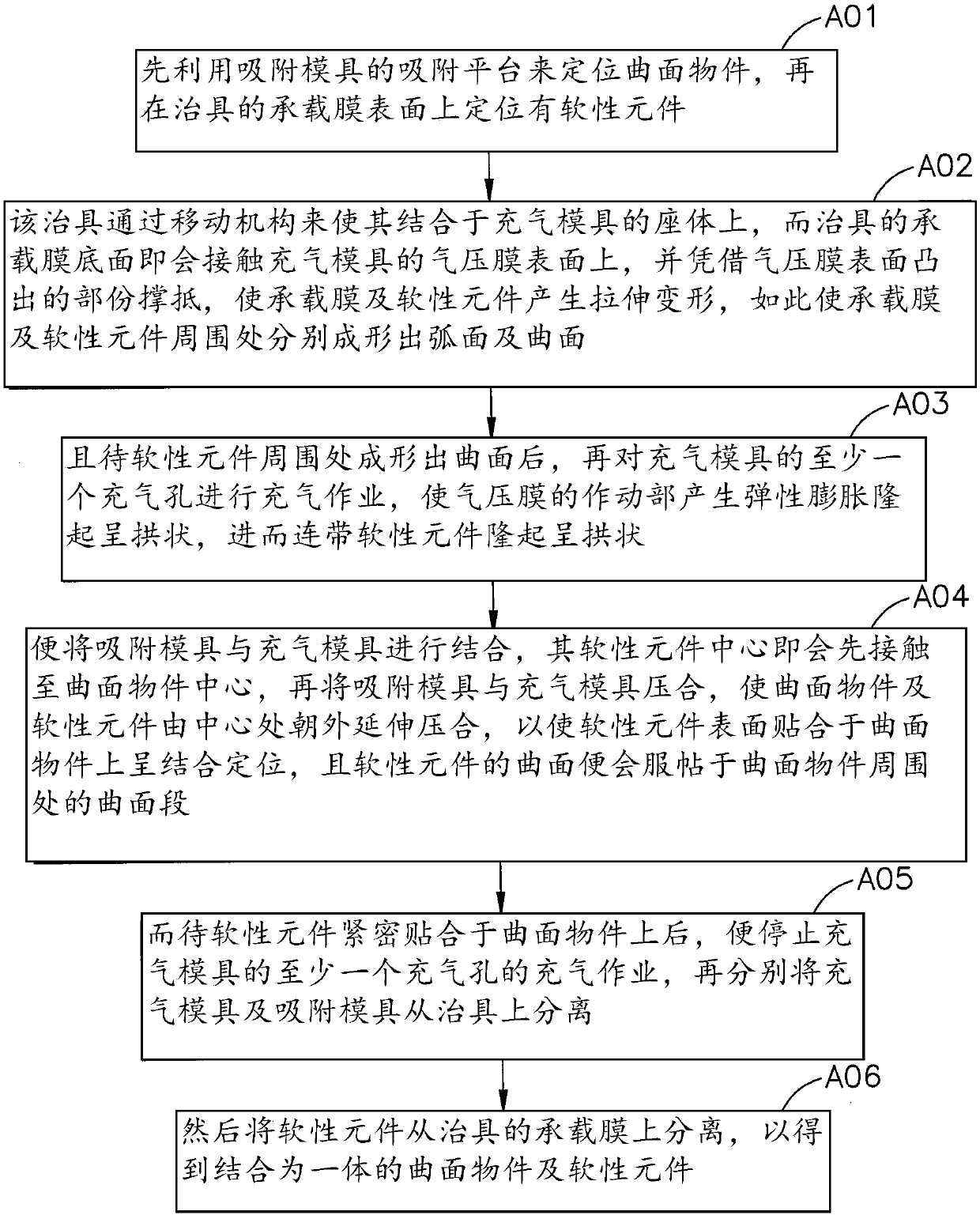
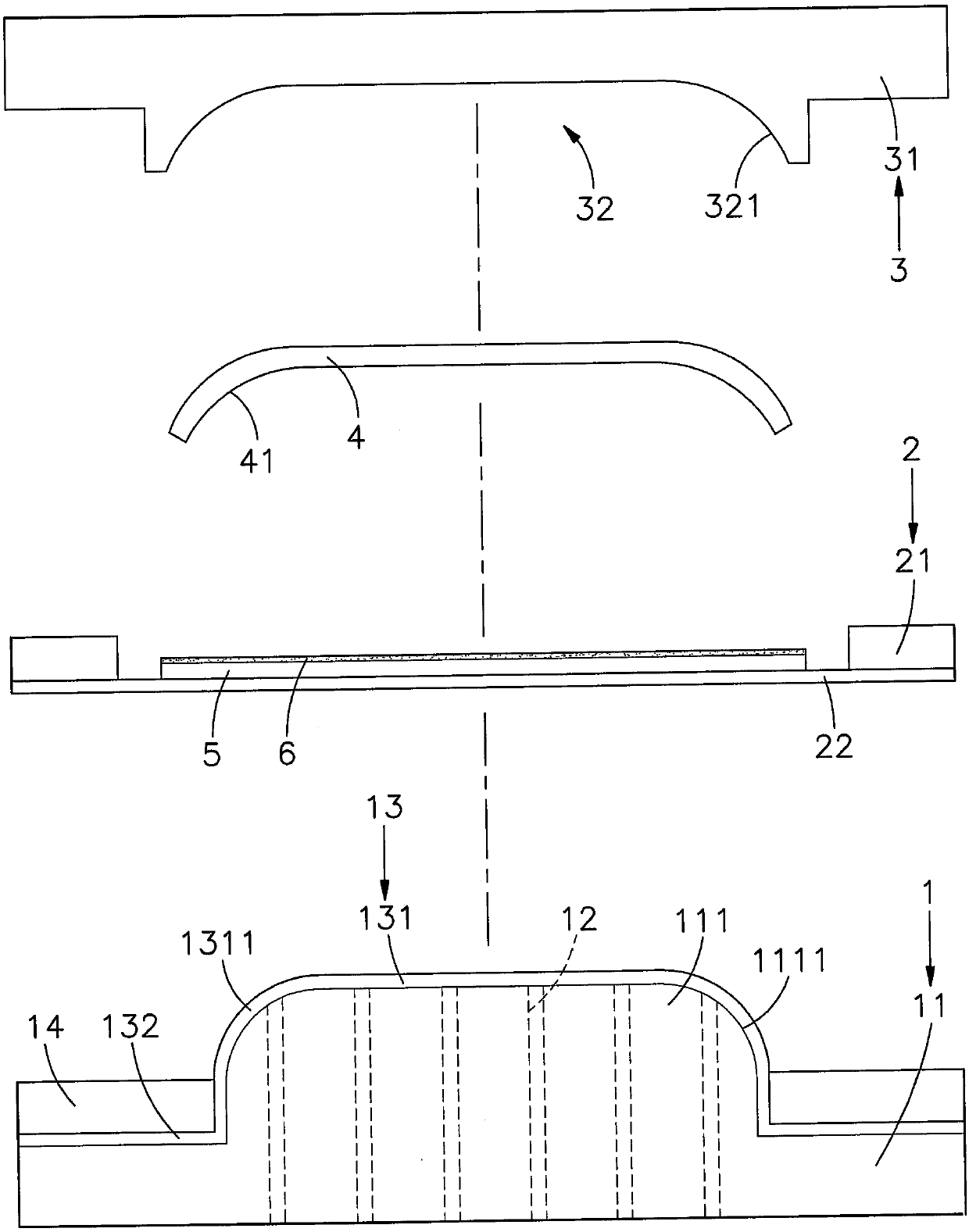
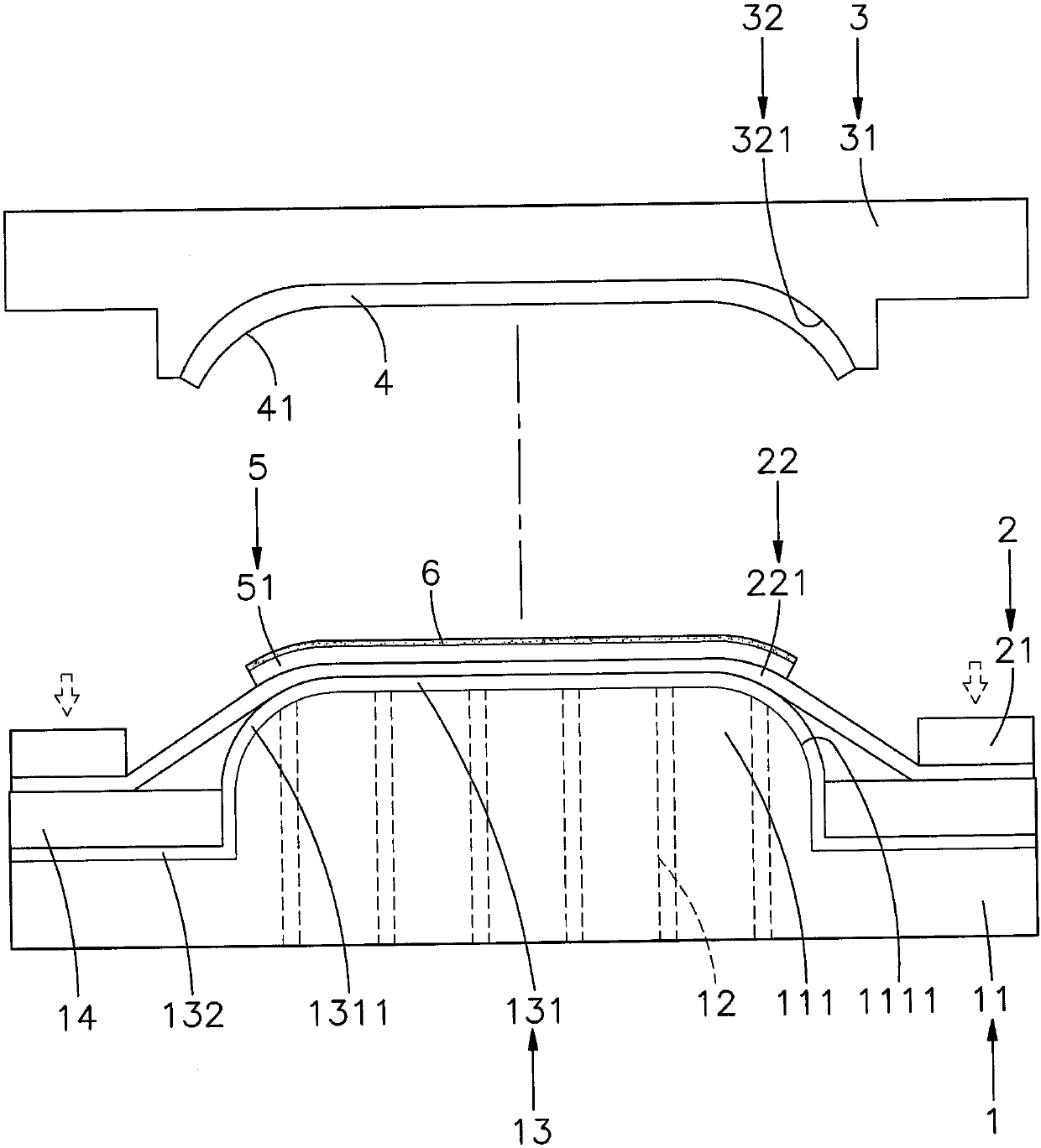
[0005] Therefore, the manufacturer will carry out the bonding operation through the following two methods, one of which is to use the stencil to adsorb on the substrate and move it under the other substrate, and then use the roller of the
machine to press and roll on the mesh surface of the stencil , so that the substrate is rolled and pasted on another substrate and combined into one, and the
bonding process between the two substrates is in a
vacuum state without bubbles, which will not cause
optical refraction problems, so the
pass rate of the
bonding process can be improved However, in the process of rolling the stencil, in order to make the substrate adsorbed by the stencil firmly attached to another substrate, the roller will apply a large force for rolling, which makes the stencil vulnerable to damage under repeated use. Pulling and breaking, the stencil will break the vacuum and cannot be tightly adsorbed on the substrate. The overall structure is quite unstable, which will affect the quality and
pass rate of the panel bonding process, and it is difficult to meet the production capacity and cost requirements.
[0006] In addition, there is another way of bonding the panels. First, the base plate is positioned on the male mold, and the curved panel is positioned under the female mold, and then the male and female molds are squeezed together so that the substrate is squeezed by the curved panel and In accordance with its curvature, the curved panel and the substrate are bonded together. However, in the case of this manufacturing method, when the curved panel is pressed into the substrate, the surface of the substrate will come into contact with the curved panel. Points are prone to defects such as flaws and damage due to excessive pressure on a
single point, and the
adhesive coated on the surface of the substrate is also prone to be
cut off by the curved section of the curved panel during the process of pressing the curved panel into the substrate. As a result, the curved panel and the substrate cannot be properly bonded to each other, or part of the
adhesive overflows, resulting in an increase in the
failure rate.



 Login to View More
Login to View More  Login to View More
Login to View More