

Laser and arc composite welding method of martensite precipitation-hardening stainless steel
A precipitation hardening, laser arc technology, used in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of insufficient precision and uneven bottom weld formation, and achieve the effect of uniform forming, small deformation, and avoiding peroxidation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0041] The laser arc hybrid welding method of the martensitic precipitation hardening stainless steel of the present embodiment is realized according to the following steps:
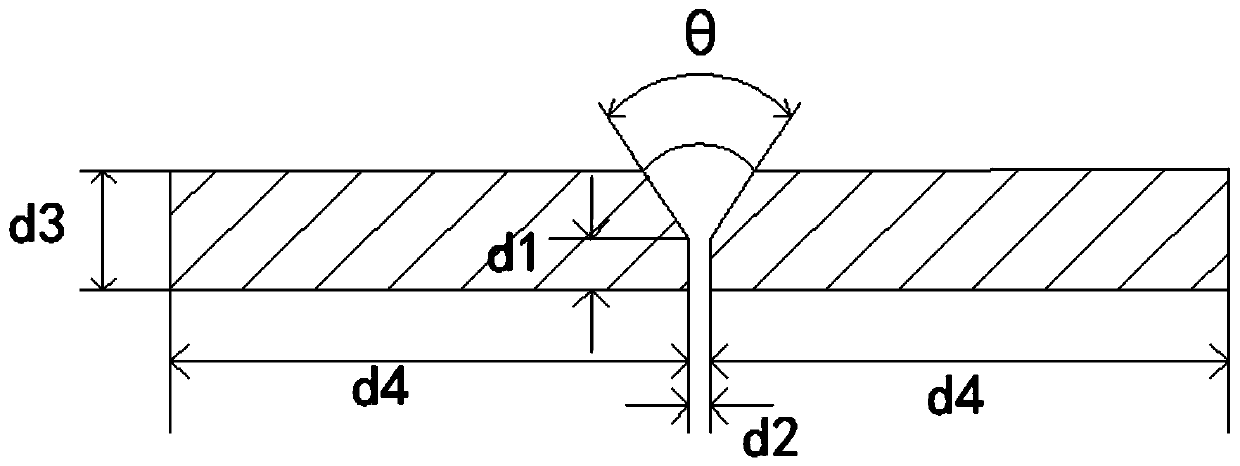
[0042] S1: Process the butt joints of the two workpieces to be welded into a Y shape, the groove angle θ is 65 degrees, and the blunt edge thickness d1 is 3mm;
[0043] S2: Grind the processed groove and side walls on both sides, and use a cleaning agent (acetone, alcohol or isopropanol solution of analytically pure grade) to clean up oil, metal powder, etc. that affect the welding quality, and dry it with compressed air ;
[0044] S3: Assemble and fix the two workpieces to be welded so that the gap d2 between them is 0.2mm;
[0045] S4: Pass the protective gas into the groove position 5000ms before the laser rooting welding, so as to isolate the groove position from the outside air during the rooting welding. The pressure of the protective gas is 0.25Mpa, and the protective gas The air flow rate is 9L...
Embodiment 2
[0052] The laser arc hybrid welding method of the martensitic precipitation hardening stainless steel of the present embodiment is realized according to the following steps:
[0053] S1: Process the butt joints of the two workpieces to be welded into a Y shape, the groove angle θ is 70 degrees, and the blunt edge thickness d1 is 3.5mm;
[0054] S2: Grind the processed groove and side walls on both sides, and use a cleaning agent (acetone, alcohol or isopropanol solution of analytically pure grade) to clean up oil, metal powder, etc. that affect the welding quality, and dry it with compressed air ;
[0055] S3: Assemble and fix the two workpieces to be welded so that the gap d2 between them is 0.3 mm;
[0056] S4: Pass the protective gas (nitrogen or argon) into the groove position 6000ms before the laser rooting welding, so as to separate the groove position from the outside air during rooting welding and filler wire cap welding Insulation, the pressure of the protective gas...
Embodiment 3
[0063] The laser arc hybrid welding method of the martensitic precipitation hardening stainless steel of the present embodiment is realized according to the following steps:
[0064] S1: Process the butt joints of the two workpieces to be welded into a Y shape, the groove angle θ is 60 degrees, and the blunt edge thickness d1 is 3mm;
[0065] S2: Grind the processed groove and side walls on both sides, and use a cleaning agent (acetone, alcohol or isopropanol solution of analytically pure grade) to clean up oil, metal powder, etc. that affect the welding quality, and dry it with compressed air ;
[0066] S3: Assemble and fix the two workpieces to be welded so that the gap d2 between them is 0.25mm;
[0067] S4: 5000ms before the laser root welding, the protective gas is introduced into the groove position, so as to isolate the groove position from the outside air during the root welding and the filler wire cover welding, and the air pressure of the protective gas 0.2Mpa, the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More