

Hard alloy surface treatment method and application
A hard alloy and surface treatment technology, which is applied in metal material coating process, ion implantation plating, coating, etc., can solve the problems of high cost, coating failure, loose surface structure, etc., and achieve easy operation and extended use The effect of life and service performance improvement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
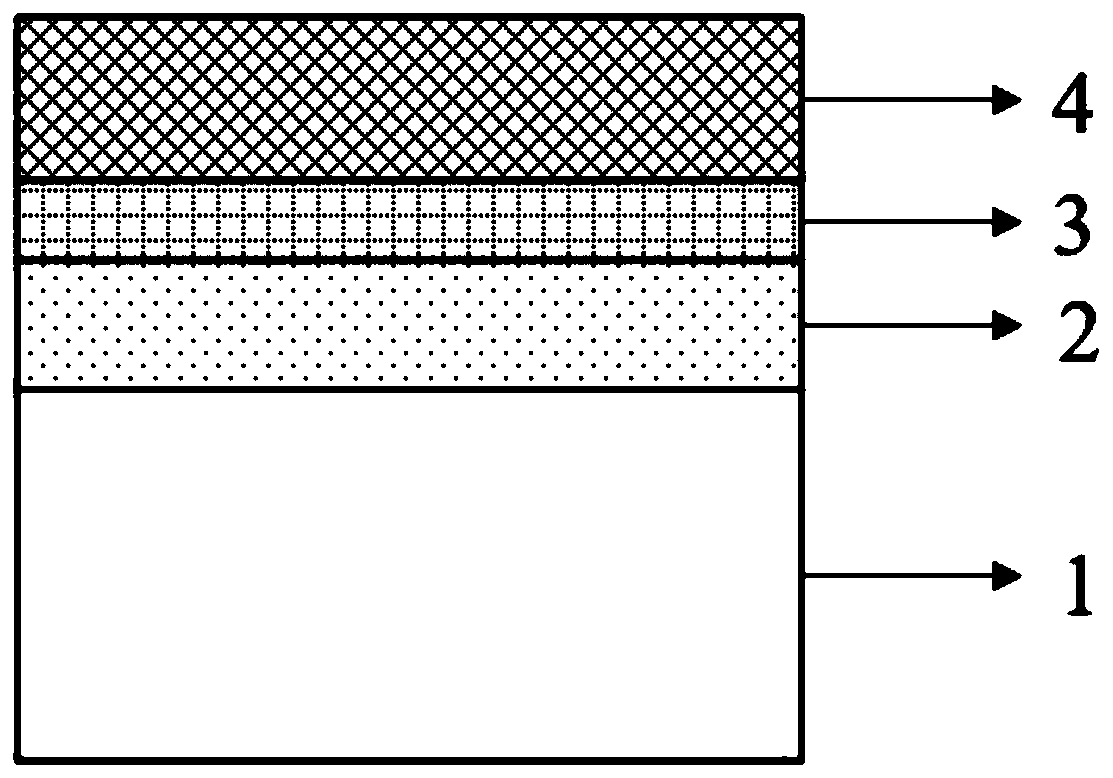
Image

Examples
Embodiment 1
[0048] The present embodiment carries out the surface treatment of cemented carbide, comprises the following steps:
[0049] 1) Surface pretreatment of WC-8% Co cemented carbide: Carburize the surface of WC-8% Co cemented carbide, specifically: take WC-8% Co cemented carbide as a sample, place the sample In a hydrogen atmosphere furnace, heat to 800°C for pre-sintering for 0.5h, and then heat to 1320°C for 1h for carburizing treatment. Acetylene is used as the carburizing carbon source, and the flow ratio of hydrogen and acetylene is 100:3.
[0050] 2) Surface cleaning of the cemented carbide obtained by surface carburizing treatment: Polish the cemented carbide obtained by surface carburizing treatment. After polishing to the mirror surface, first use acetone to ultrasonically clean the cemented carbide for 15 minutes, and then use alcohol to ultrasonically clean the hard alloy. cemented carbide for 15min, then dry the cemented carbide and put it in a vacuum chamber.
[0051...
Embodiment 2
[0058] The present embodiment carries out the surface treatment of cemented carbide, comprises the following steps:
[0059] 1) Surface pretreatment of WC-6% Co cemented carbide: Carburize the surface of WC-6% Co cemented carbide, specifically: take WC-6% Co cemented carbide as a sample, place the sample In a hydrogen atmosphere furnace, heat to 850°C for pre-sintering for 0.5h, and then heat to 1310°C for 0.8h for carburizing treatment. Acetylene is used as the carburizing carbon source, and the flow ratio of hydrogen and acetylene is 100:2.
[0060] 2) Surface cleaning of the cemented carbide obtained by surface carburizing treatment: Polish the cemented carbide obtained by surface carburizing treatment. After polishing to the mirror surface, first use acetone to ultrasonically clean the cemented carbide for 20 minutes, and then use alcohol to ultrasonically clean the hard alloy. cemented carbide for 20min, then dry the cemented carbide and put it in a vacuum chamber.
[00...
Embodiment 3
[0068] The present embodiment carries out the surface treatment of cemented carbide, comprises the following steps:
[0069] 1) Surface pretreatment of YT-15 cemented carbide: surface nitriding treatment of YT-15 cemented carbide, specifically: take YT-15 cemented carbide as a sample, place the sample in a vacuum sintering furnace, The vacuum sintering furnace is evacuated to below 10Pa, heated to 350°C and kept for 2h, then nitrogen gas is introduced, and heated to 1450°C for 1.5h.
[0070] 2) Clean the surface of the cemented carbide obtained by surface nitriding treatment: polish the cemented carbide obtained by surface nitriding treatment. After polishing to the mirror surface, first use acetone to ultrasonically clean the cemented carbide for 25 minutes, and then use alcohol to ultrasonically clean the hard alloy. cemented carbide for 25min, then dry the cemented carbide and put it in a vacuum chamber.
[0071] 3) Glow cleaning of cemented carbide: raise the temperature ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More