Plasma corrosion-resistant aluminum oxide coating hole sealing method
An aluminum oxide coating and plasma-resistant technology, which is applied in the coating, metal material coating process, fusion spraying, etc., can solve the problem of increased damage to the inner wall of the etching process chamber, peeling off of the coating and the substrate, and easy generation of particles and other problems, to achieve the effect of reducing the plasma corrosion rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
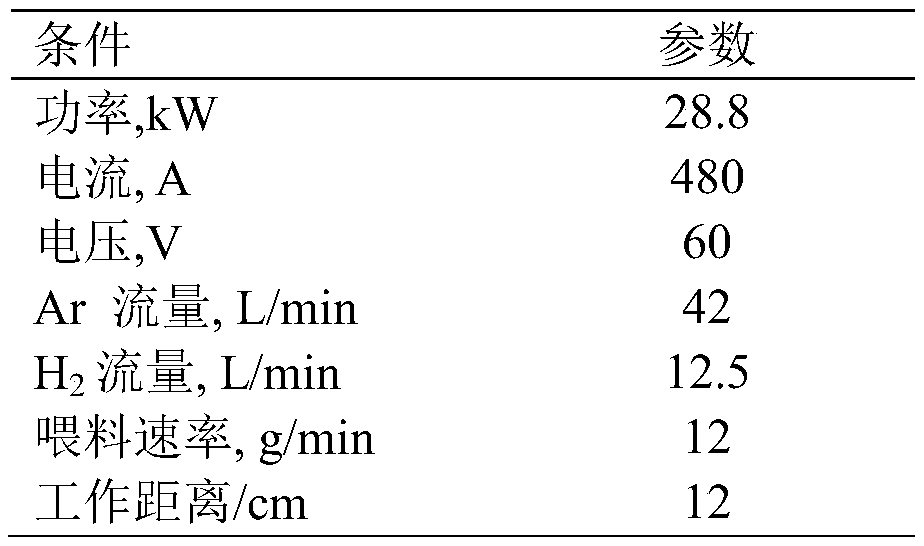
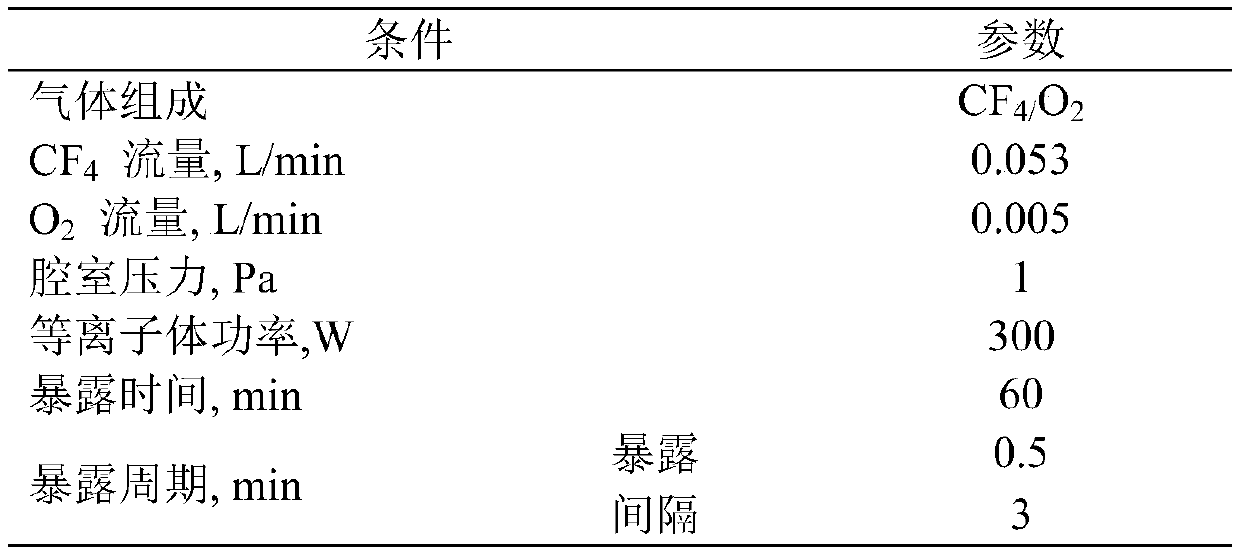
[0034] Embodiment 1, a kind of plasma corrosion-resistant aluminum oxide coating sealing method is carried out according to the following steps: 1g of aluminum nitrate nonahydrate, 10g of pseudoboehmite and 100g of water are packed in a polytetrafluoroethylene ball mill tank, Add 50 g of 99.5% alumina grinding balls with a size of 5 mm, mix for 30 minutes with a rotating speed of 400 rpm in a planetary ball mill, then leave the uniformly mixed slurry for 24 hours, get the supernatant liquid into the storage tank of the ultrasonic sprayer In the liquid tank, then spray 80 seconds on the alumina coating prepared by plasma spraying (prepared by the method of Comparative Example 1), and then place it in the air for 24 hours; put it into a multimode microwave high-temperature furnace and heat it to 1200 ℃ for 30 minutes Minutes, cool down to room temperature with the furnace. It is measured that the porosity after sealing is 1.8%, and the plasma etching rate is 0.24 μm / h.
Embodiment 2
[0035] Embodiment 2, a kind of plasma corrosion-resistant aluminum oxide coating sealing method is carried out according to the following steps: 2 g of aluminum nitrate nonahydrate, 15 g of pseudo-boehmite and 100 g of water are packed into a polytetrafluoroethylene ball mill tank, Add 75g of 99.5% aluminum oxide grinding balls with a size of 5mm, mix in a planetary ball mill with a rotating speed of 400 rpm for 30 minutes, then leave the uniformly mixed slurry for 32 hours, get the supernatant liquid into the storage tank of the ultrasonic sprayer In the liquid tank, spray 60 seconds on the aluminum oxide coating (prepared according to the method of comparative example 1) that adopts plasma spraying to prepare subsequently, then place in air for 24 hours; Put into the multimode microwave high-temperature oven and heat to 1200 ℃ of insulation 45 Minutes, cool down to room temperature with the furnace. It is measured that the porosity after sealing is 1.7%, and the plasma etchi...
Embodiment 3
[0036]Embodiment 3, a kind of plasma corrosion-resistant aluminum oxide coating sealing method is carried out according to the following steps: put 2.5g of aluminum nitrate nonahydrate, 25g of pseudo-boehmite and 100g of water into a polytetrafluoroethylene ball mill tank , add 125g of 99.5% aluminum oxide grinding balls with a size of 5mm, mix in a planetary ball mill with a speed of 400 rpm for 30 minutes, then leave the uniformly mixed slurry for 36 hours, take the supernatant and load it into the ultrasonic sprayer In the liquid storage tank, spray on the aluminum oxide coating prepared by plasma spraying (prepared according to the method of Comparative Example 1) for 40 seconds, and then place it in the air for 24 hours; put it into a multi-mode microwave high-temperature furnace and heat it to 1200 ° C for insulation After 75 minutes, cool to room temperature with the furnace. It is measured that the porosity after sealing is 1.8%, and the plasma etching rate is 0.23 μm / ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| porosity | aaaaa | aaaaa |
| porosity | aaaaa | aaaaa |
| voidage | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com