

Machining method of reducing deformation of helical gear after carburizing and quenching
A technology of carburizing, quenching and processing methods, applied in the field of gear processing, which can solve the problems of reduced gear rigidity, high cost of gear grinding, and failure of tooth surfaces to meet the requirements, so as to reduce the amount of cutting, reduce the workload, and ensure the quality of gear grinding Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0016] This embodiment discloses a processing method for reducing carburizing and quenching deformation of helical gears used in rail vehicle transmission systems, including the following steps: ① gear forging ② high temperature normalizing and high temperature tempering ③ semi-finishing turning ④ gear hobbing or gear shaping ⑤ infiltration Carbon quenching ⑥ finishing car ⑦ gear grinding ⑧ cleaning inspection.
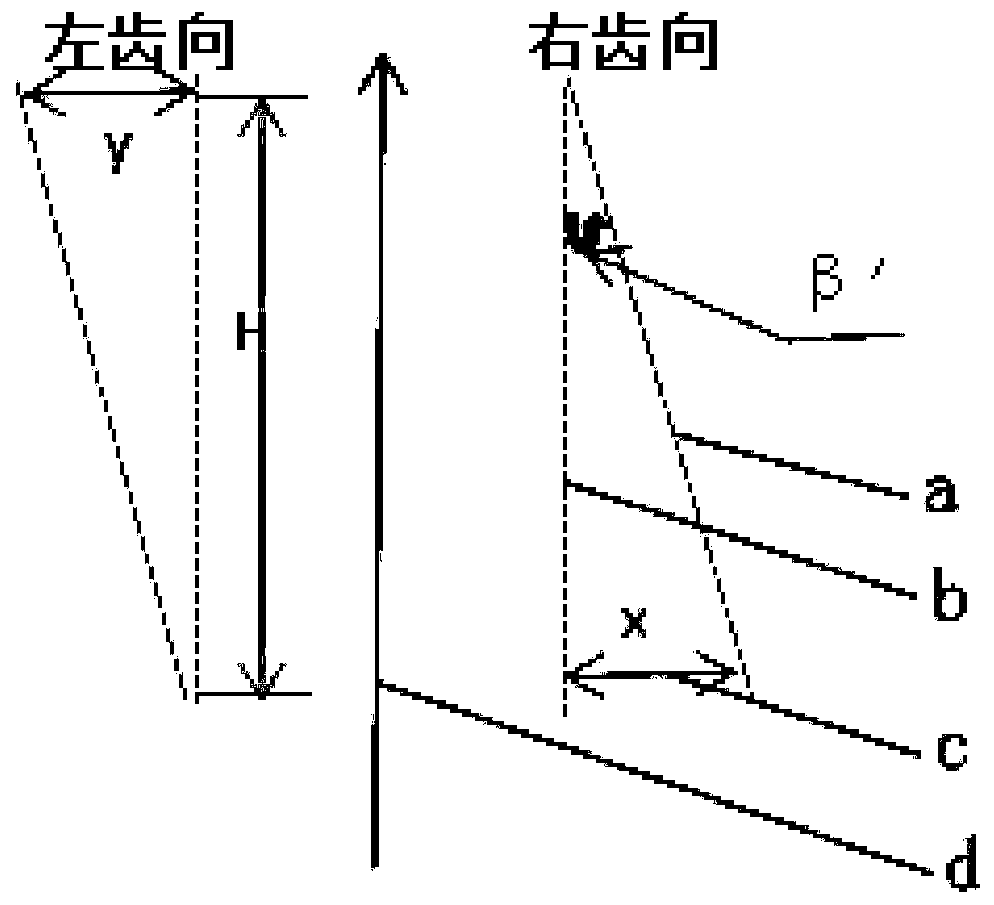
[0017] Before the carburizing and quenching process of the gear, reserve the anti-deformation helix angle margin β' for the helical gear processing, that is, the processing helix angle of the helical gear before the carburizing and quenching process is equal to the design helix angle β minus the anti-deformation The helix angle margin β'; the helix angle margin β' is set according to the design helix angle β of the gear, the effective analysis range H of the tooth direction of the gear and the heat treatment deformation M of the tooth direction in the gear hobbing or g...
Embodiment 2
[0022] This embodiment discloses a processing method for reducing carburizing and quenching deformation of helical gears used in rail vehicle transmission systems, including the following steps: ① gear forging ② high temperature normalizing and high temperature tempering ③ semi-finishing turning ④ gear hobbing or gear shaping ⑤ infiltration Carbon quenching ⑥ finishing car ⑦ gear grinding ⑧ cleaning inspection.
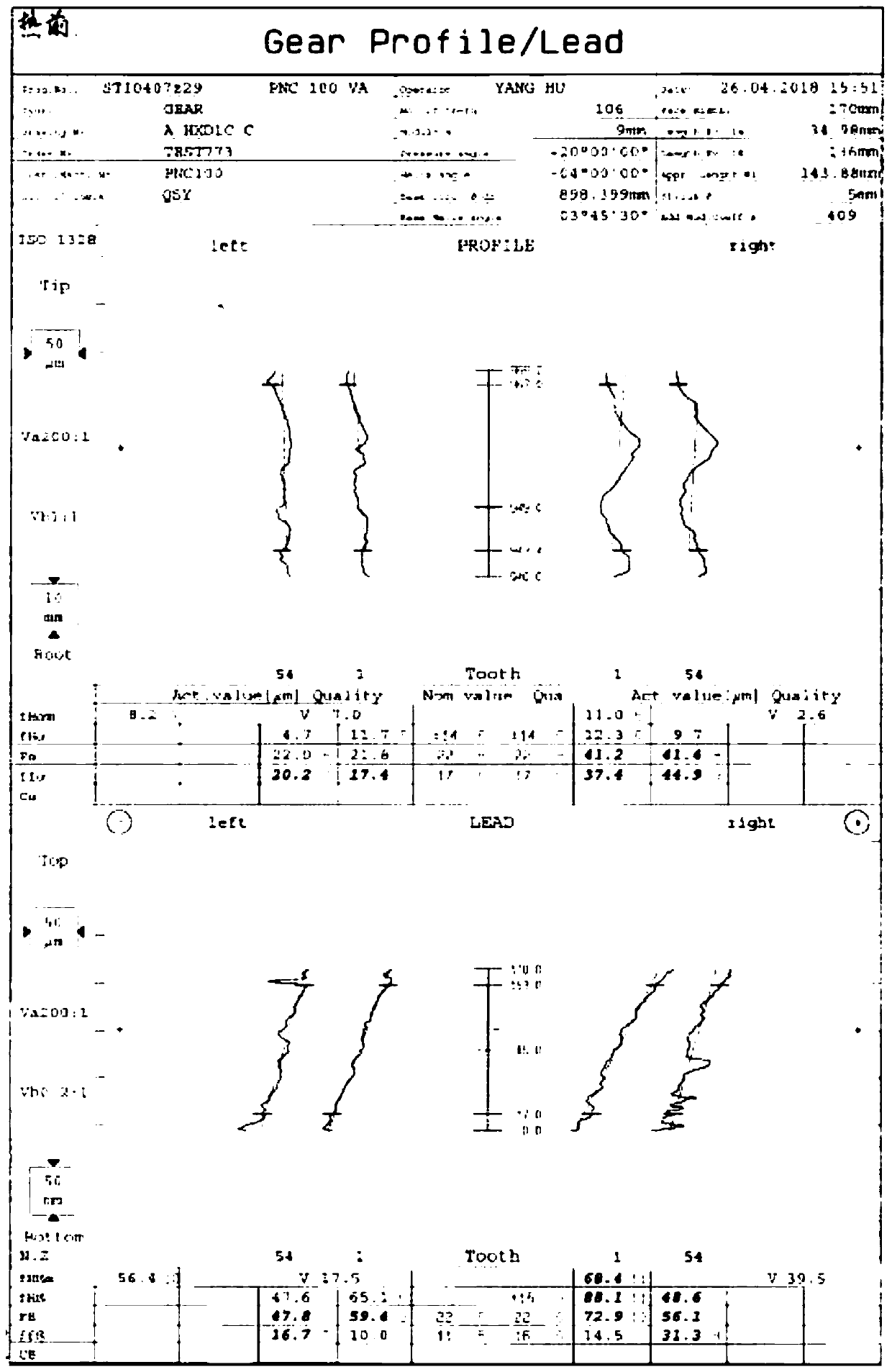
[0023] The gear parameters of this embodiment are as follows: the gear module is 9, the number of teeth is 106, the helix angle is 4° (left-handed), the pressure angle is 20°, and the tooth width is 170mm. According to the test report, the effective range of the tooth direction is H=153-17=136mm>100mm , before heat treatment, β100mm, so M≒(0.03~0.04)×(170÷100)≒0.051~0.68mm; M takes the median value of 0.0595mm; then β′=arctg( M / H)=arctg(0.0595 / 136)≒1′30″; so the helix angle of gear processing before heating should be 4°-1′30″=3°58′30″. The helix angle of gear processi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More