

Steel surface coating, preparation method and device
A technology for surface coating and workpiece surface, applied in the direction of coating, metal material coating process, etc., can solve the problems of difficult to further improve the cladding efficiency, low surface flatness, waste of cladding materials, etc., to avoid cracking behavior, The effect of reducing cooling rate and improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
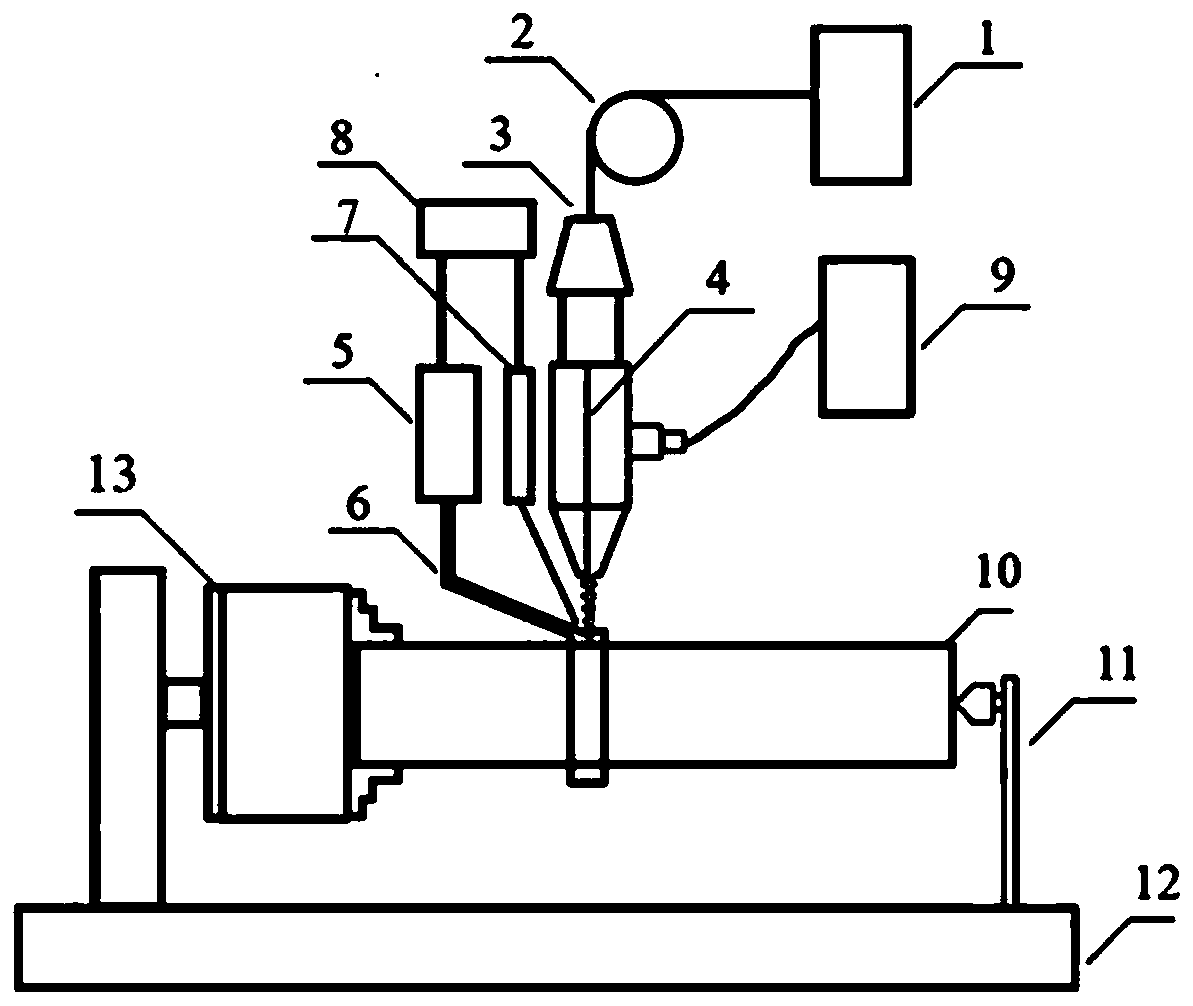
[0047] Using induction-assisted high-speed laser cladding technology, a wear-resistant and corrosion-resistant coating is prepared on the surface of hydraulically supported 27SiMn steel with a diameter of 70mm. Rockit 401 iron-based alloy powder is used, and its composition (Wt.%) is: 0.15C-18.5Cr -0.5Mo-2.5Ni-77Fe-0.5Mn-Others. Its implementation steps are as follows:
[0048] (1) Remove the oil and rust on the surface of the hydraulic support base, clamp it on the chuck of the CNC machine tool, and use the top to align the center hole of the hydraulic support and tighten it;
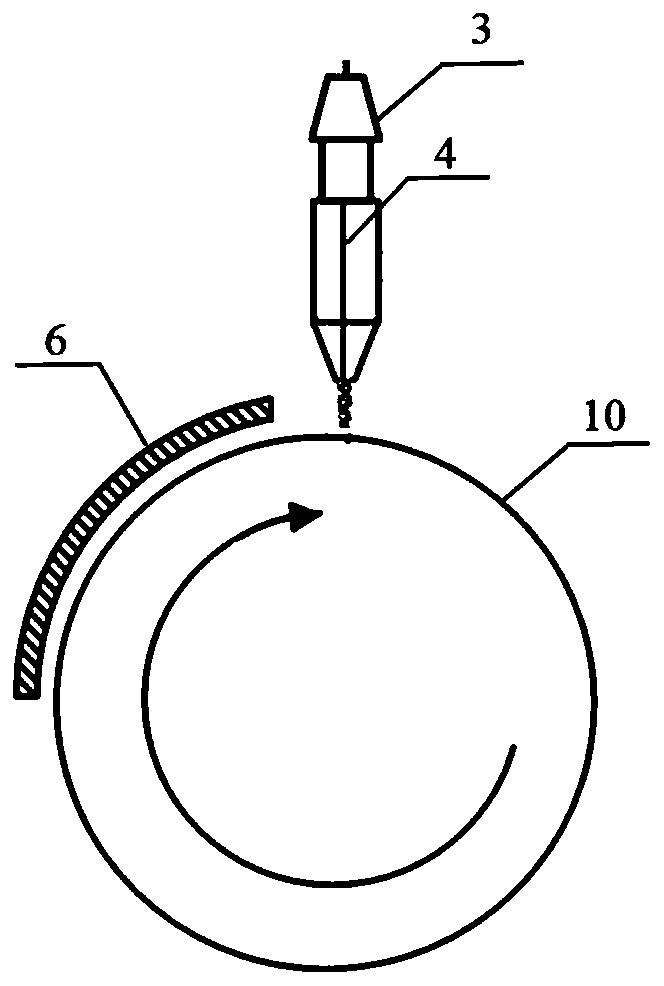
[0049] (2) adopt image 3 For the induction heating coil and heating method shown, adjust the gap between the workpiece and the induction coil to 1mm to achieve preheating of the workpiece, and set the induction heating temperature to 900°C;
[0050] (3) Put the rockit401 iron-based alloy powder into the hopper of the powder feeder, and adjust the powder feeding amount to 300g / min;
[0051] (4) Adju...
Embodiment 2
[0054] Using induction-assisted high-speed laser cladding technology, a wear-resistant and corrosion-resistant coating is prepared on the surface of a 40Cr steel rod with a diameter of 100mm. Ni65 nickel-based alloy powder is used, and its composition is (Wt.%): 0.8C-16Cr-4Si-3.2 B-15Fe-5W-bal.Ni, the powder particle size is 300 mesh to 500 mesh. Its implementation steps are as follows:
[0055] (1) Remove the oil stain and rust on the surface of the 40Cr steel rod substrate, clamp it on the chuck of the CNC machine tool, and use the top to find the center hole of the 40Cr steel rod substrate;
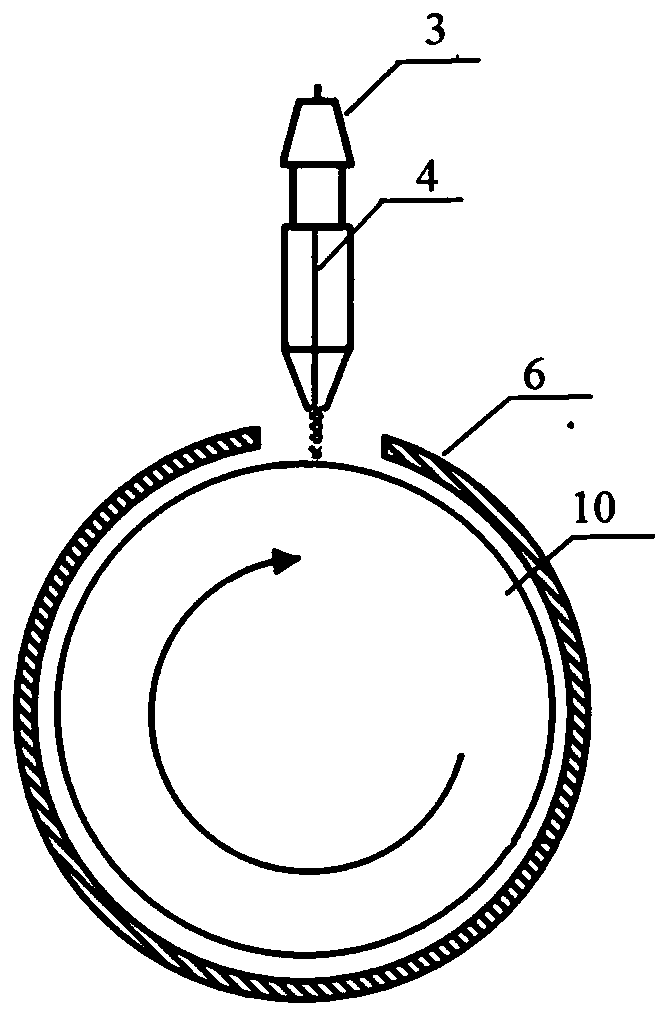
[0056] (2) adopt figure 2 In the induction heating method shown, adjust the gap between the workpiece and the induction coil to 15mm to realize preheating and afterheating of the workpiece, and set the induction heating temperature to 800°C;
[0057] (3) Put the Ni65 alloy powder into the powder feeder hopper, and adjust the powder feeding rate to 100g / min;
[0058] (4) Adjust the ...
Embodiment 3
[0061] Using induction-assisted high-speed laser cladding technology, a high-temperature wear-resistant and anti-oxidation coating was prepared on the surface of the H13 hot extrusion die with a diameter of 200mm. Stellite No. 12 cobalt-based alloy powder was used, and its composition was (Wt.%): 1.4C-29.5Cr-1.45Si-3.0Fe-8.25W-0.5Mn-3.0Ni-bal.Co, the powder particle size is 275 mesh to 500 mesh. Its implementation steps are as follows:
[0062] (1) Remove the oil and rust on the surface of the H13 hot extrusion die base, clamp the H13 hot extrusion die base on the chuck of the CNC machine tool, and use the top to align the center hole of the H13 hot extrusion die base;
[0063] (2) adopt Figure 4 In the induction heating method shown, adjust the gap between the workpiece and the induction coil to 5mm to realize post-heating of the workpiece, and set the induction heating temperature to 100°C;
[0064] (3) Put Stellite No. 12 alloy powder into the powder feeder hopper, and a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More