

Concentration equipment
A kind of equipment, reverse osmosis concentration technology, applied in the field of material liquid concentration equipment, can solve the problems of low concentration ratio, high energy consumption, unsatisfactory, etc., to balance the imbalance between seasons and production areas, save preservation costs, and increase the effect of preservation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
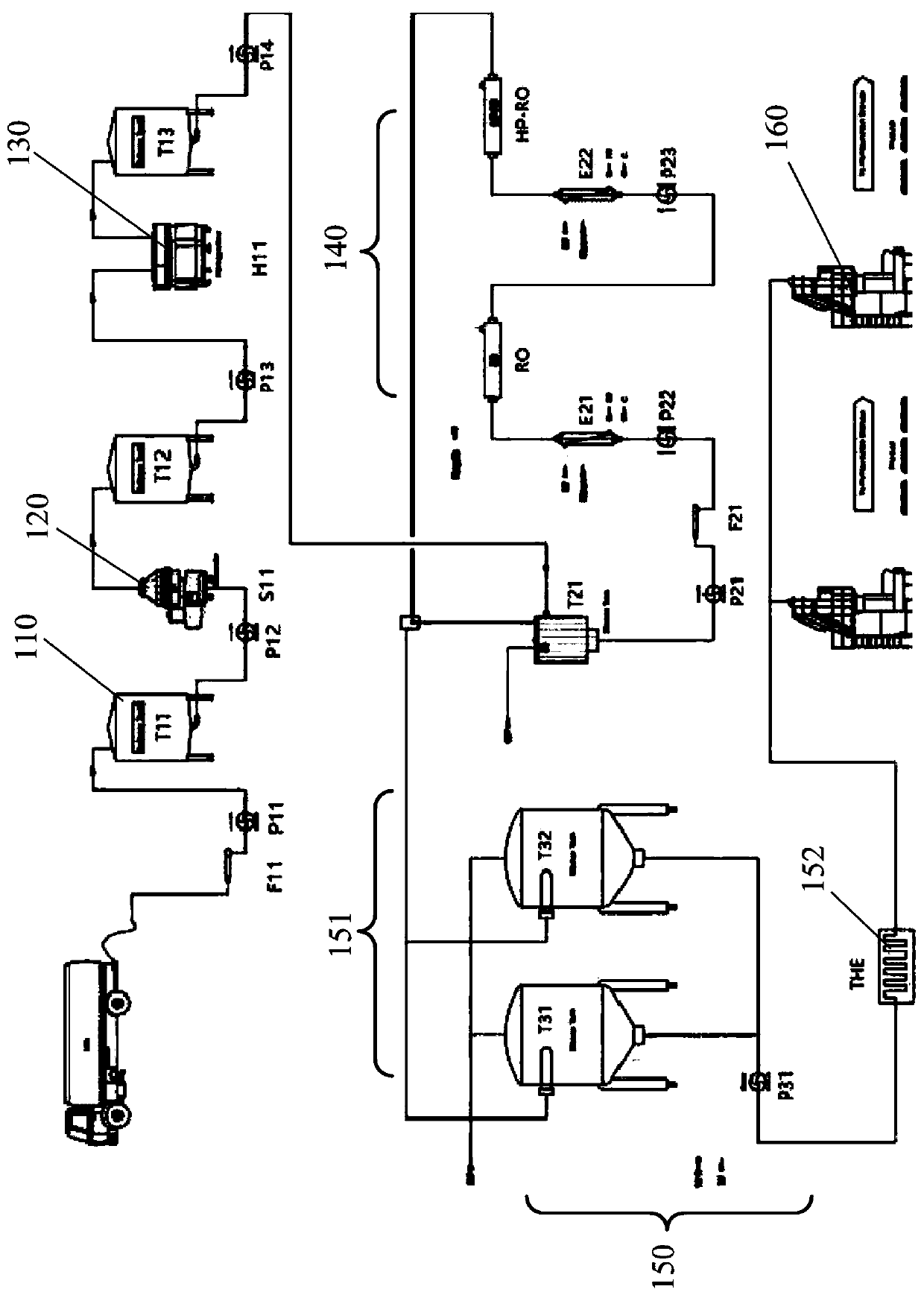
[0144] 1) After the raw milk arrives at the factory, the physical and chemical index test is carried out. TS 12.33%, fat 3.2%, and protein 3.1%. The raw milk that meets the requirements is filtered to remove physical impurities. Among them, the pore size of the primary filter is 1.00mm, and the pore size of the secondary filter is 0.50mm. mm.
[0145] 2) After the raw milk is temporarily stored, it is sterilized and separated, and then the raw milk is cooled to 7 degrees Celsius and stored.
[0146] 3) Raw milk enters the homogenizer for cold homogenization, the temperature is 13 degrees Celsius, and the two-stage pressure is 170bar in total, of which, the pressure of the first-stage homogenization is 120bar, and the pressure of the second-stage homogenization is 50bar, and then it enters the sterilization separator for decontamination. spores, the separation rate of spores is greater than 95%, and the total solid content in the obtained raw milk is 12.35%.
[0147] 4) Raw mi...
Embodiment 2
[0154] 1) After the raw milk arrives at the factory, the physical and chemical indicators are tested, TS 13.1%, fat 2.9%, protein 3.2%, and the raw milk that meets the requirements is filtered to remove physical impurities. Among them, the pore size of the primary filter is 1.00mm, and the pore size of the secondary filter is 0.50mm mm.
[0155] 2) After the raw milk is temporarily stored, it is sterilized and separated, and then the raw milk is cooled to 7 degrees Celsius and stored.
[0156] 3) Raw milk enters the homogenizer for cold homogenization, the temperature is 13 degrees Celsius, and the two-stage pressure is 170bar in total, of which, the pressure of the first-stage homogenization is 120bar, and the pressure of the second-stage homogenization is 50bar, and then it enters the sterilization separator for decontamination. spores, the separation rate of spores is greater than 95%, and the total solid content in the obtained raw milk is 12.35%.
[0157] 4) Raw milk ent...
Embodiment 3
[0164] 1) After the raw milk arrives at the factory, the physical and chemical index test is carried out. TS 12.7%, fat 3.1%, and protein 3.3%. The raw milk that meets the requirements is filtered to remove physical impurities. Among them, the pore size of the primary filter is 1.00mm, and the pore size of the secondary filter is 0.50mm. mm.
[0165] 2) After the raw milk is temporarily stored, it is sterilized and separated, and then the raw milk is cooled to 7 degrees Celsius and stored.
[0166] 3) Raw milk enters the homogenizer for cold homogenization, the temperature is 13 degrees Celsius, and the two-stage pressure is 170bar in total, of which, the pressure of the first-stage homogenization is 120bar, and the pressure of the second-stage homogenization is 50bar, and then it enters the sterilization separator for decontamination. spores, the separation rate of spores is greater than 95%, and the total solid content in the obtained raw milk is 12.35%.
[0167] 4) Raw mil...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More