

Millimeter-wave waveguide antenna precision diffusion welding method
A waveguide antenna and diffusion welding technology, applied in the field of material welding, can solve the problems of inability to meet the high precision requirements of millimeter wave waveguides, and achieve the effects of improving welding efficiency, improving electromagnetic characteristics, roughness and dimensional consistency.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
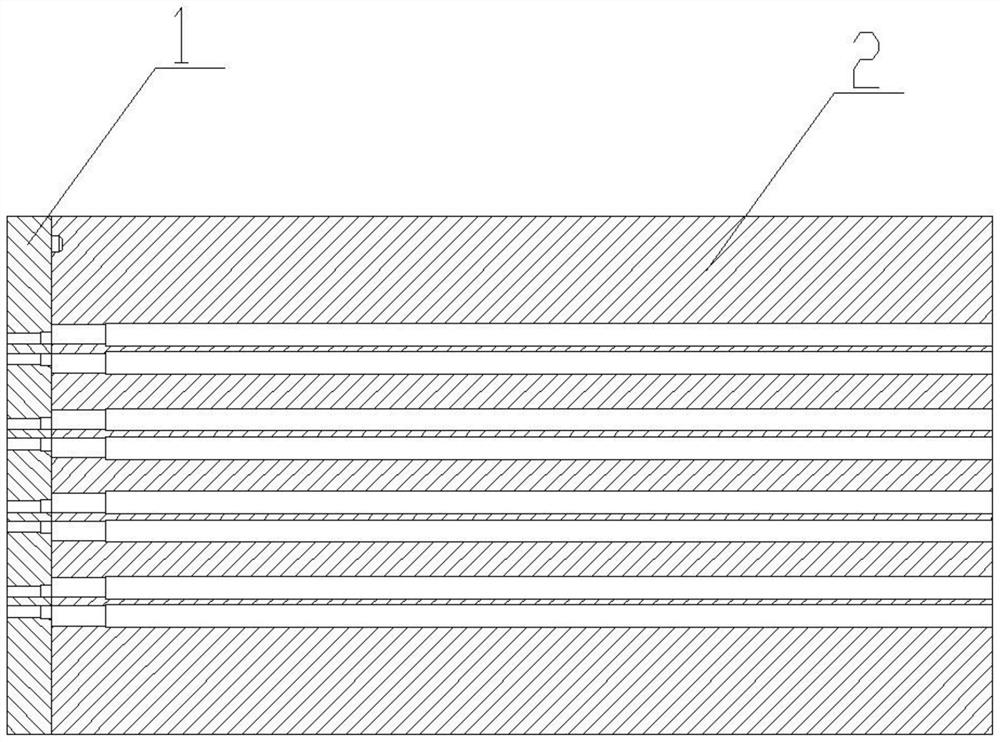
[0045] In an embodiment, the millimeter-wave waveguide antenna is made of 3A21 aluminum alloy material, and the parts of each layer of the waveguide antenna are made of aluminum alloy material through precision numerical control processing, and the surface roughness is less than 0.4 μm. The welding surface of the two-layer parts is designed with a mortise and tenon structure to ensure assembly accuracy. The dimensional tolerance of the inner wall of the concave structure is 0 ~ +0.01mm, and the dimensional tolerance of the outer wall of the convex structure is -0.01mm ~ 0mm.
[0046] Millimeter wave waveguide antenna precision diffusion welding method, the steps are as follows
[0047] S1, use chemical cleaning to clean the surface of the parts and remove the oxide film on the welding surface.
[0048] S2, within 6 hours the parts are assembled and loaded into the vacuum furnace.
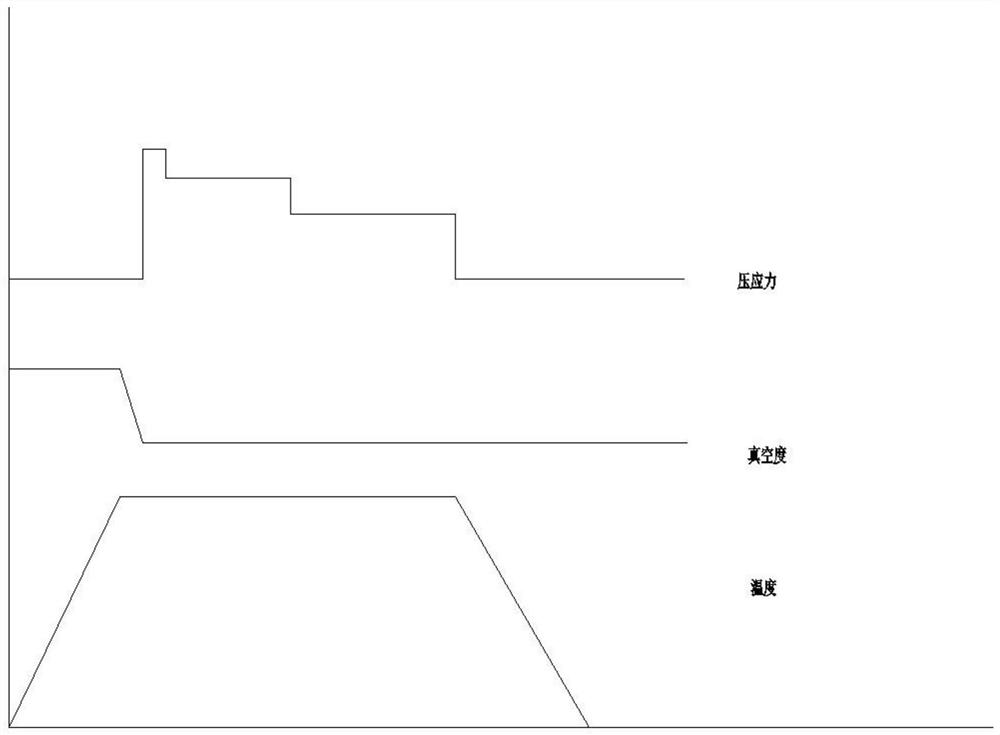
[0049] S3, setting process parameters, consists of the following stages. The first stage is th...
Embodiment 2
[0057] In the embodiment, the millimeter-wave waveguide antenna is made of 6063 aluminum alloy material, and the parts of each layer of the waveguide antenna are made of aluminum alloy material through precision numerical control processing, and the surface roughness is less than 0.4 μm. The welding surface of the two-layer parts is designed with a mortise and tenon structure to ensure assembly accuracy. The dimensional tolerance of the inner wall of the concave structure is 0 ~ +0.01mm, and the dimensional tolerance of the outer wall of the convex structure is -0.01mm ~ 0mm.
[0058] Millimeter wave waveguide antenna precision diffusion welding method, the steps are as follows
[0059] S1, use chemical cleaning to clean the surface of the parts and remove the oxide film on the welding surface.
[0060] S2, within 6 hours the parts are assembled and loaded into the vacuum furnace.
[0061] S3, setting process parameters, consists of the following stages. The first stage is t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Compressive stress | aaaaa | aaaaa |
| Surface roughness | aaaaa | aaaaa |
| Compressive stress | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More