

Laser pulse welding method for thin-wall aluminum alloy butt joint
A laser pulse and butt joint technology, which is applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve complex structure products that cannot be welded, increase equipment cost and process complexity, difficult single-sided welding and double-sided forming, etc. problems, to achieve the effect of improving the problem of porosity defects, avoiding porosity defects, and small fluctuations in penetration depth
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
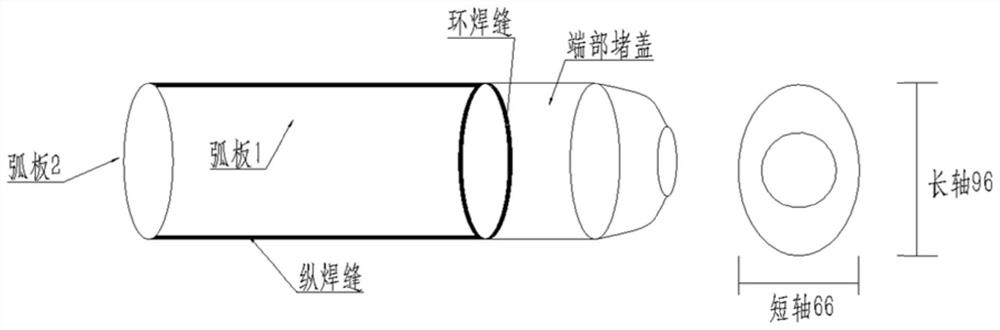
[0041] The present invention is implemented on a certain type of underwater buoyancy cavity structure. The cavity shape is a slender structure with a length of 1648 mm, an elliptical cross-section, a major axis of the ellipse of 96 mm, and a minor axis of the ellipse of 66 mm. The elliptical cavity is composed of two arc plates separated from the plane where the long axis is located and two end caps. The joint to be welded is a butt structure with a thickness of 1mm. The material is 5A06 aluminum alloy. The structure of the underwater buoyancy cavity is as follows figure 1 shown. The specific method is as follows:
[0042] Pickling before welding: pickling the 5A06 aluminum alloy parts, degreasing, and drying;
[0043] Cleaning before welding: clean the parts that have been processed to dimensional accuracy, use laser to clean the parts to be welded, the average laser power is 200W, the pulse frequency is 100Hz, the width of the parts to be welded is not less than 15mm, polis...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More