

Forming Method of Aluminum Alloy Bracket Castings
An aluminum alloy bracket and aluminum alloy technology, which is applied in the field of material forming, can solve the problems of incapable of applying high-load durability and lightweight bracket parts manufacturing, affecting the mechanical properties and fatigue properties of castings, and unavoidable turbulence and oxidation inclusions. Achieve excellent casting fluidity and corrosion resistance, improve heat treatment characteristics, and improve the effect of alloy elongation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
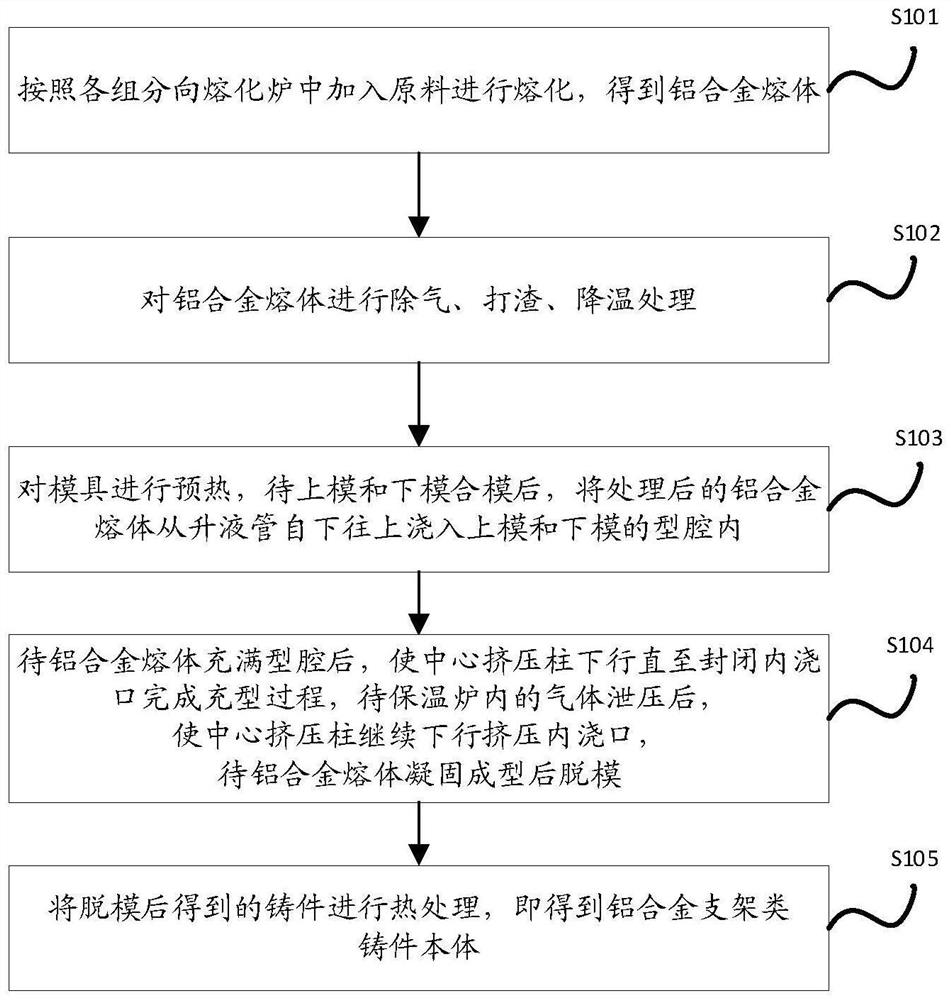
[0058] Embodiment 1 of the present application provides a method for forming aluminum alloys for preparing bracket castings, comprising the following steps:
[0059] Step S101, add cast aluminum alloy ZL104 (AlSi10Mg) into the melting furnace with the temperature set at 730±10°C, and put in Al-Mg, Al-Mn, Al-Cr, Al-Zr, Al-Sr master alloy and lanthanum cerium Mixed rare earths, the mass percentage of each element is controlled as follows: Si: 9.5%, Mg: 0.45%; Mn: 0.45%; Ti: 0.1%; Sr: 0.02%; Cr: 0.15%; Zr: 0.08%; 0.08%; Fe≤0.10%; Cu≤0.005%; Zn≤0.005%, Ni≤0.01%; unavoidable impurity elements≤0.1%; the balance is Al; after melting, aluminum alloy melt is obtained;
[0060] Step S102, use high-purity argon to rotate and degas, sprinkle a covering agent on the surface of the aluminum alloy melt, stir and let it stand for 10 minutes, add Al-Ti-B rods after slag removal, cool down to 700°C, and place the treated aluminum The alloy melt is transferred to a high-purity nitrogen-protecte...
Embodiment 2
[0066] Embodiment 2 of the present application provides a method for forming an aluminum alloy for preparing a stent type casting, comprising the following steps:
[0067] Step S101, adding pure aluminum, industrial silicon, Al-Mn, Al-Cr, Al-Zr and other intermediate alloys to the graphite crucible melting furnace and raising the temperature to 730±10°C, adding pure magnesium, lanthanum and cerium mixed rare earth after the furnace material is melted , Al-Sr master alloy, control the mass percentage of each element: Si: 10.5%, Mg: 0.45%; Mn: 0.5%; Ti: 0.08%; Sr: 0.02%; Cr: 0.08%; Zr: 0.08%; Lanthanum Cerium mixed rare earth: 0.08%; Fe≤0.10%; Cu≤0.005%; Zn≤0.005%, Ni≤0.01%; unavoidable impurity elements≤0.1%; the balance is Al; after melting, an aluminum alloy melt is obtained;
[0068] Step S102, use high-purity argon to rotate and degas, sprinkle a covering agent on the surface of the aluminum alloy melt, stir and let it stand for 10 minutes, add Al-Ti-B rods after slag remov...
Embodiment 3
[0075] Embodiment 3 of the present application provides a method for forming aluminum alloys for preparing bracket castings, comprising the following steps:
[0076] Step S101, adding pure aluminum, industrial silicon, Al-Mn, Al-Cr, Al-Zr and other intermediate alloys to the graphite crucible melting furnace and raising the temperature to 730±10°C, adding pure magnesium, lanthanum and cerium mixed rare earth after the furnace material is melted , Al-Sr master alloy, control the mass percentage of each element: Si: 9%, Mg: 0.5%; Mn: 0.4%; Ti: 0.07%; Sr: 0.02%; Cr: 0.06%; Zr: 0.09%; Lanthanum Cerium mixed rare earth: 0.09%; Fe≤0.10%; Cu≤0.005%; Zn≤0.005%, Ni≤0.01%; unavoidable impurity elements≤0.1%; the balance is Al; after melting, an aluminum alloy melt is obtained;
[0077] Step S102, use high-purity argon to rotate and degas, sprinkle a covering agent on the surface of the aluminum alloy melt, stir and let it stand for 10 minutes, add Al-Ti-B rods after slag removal, cool d...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More