

Metal part and near-net forming method thereof
A metal parts, near net shape technology, applied in the field of additive manufacturing, can solve the problems of difficult size control, low sintering density, large shrinkage rate, etc., to achieve the effect of improving performance, improving dimensional accuracy, and improving density
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
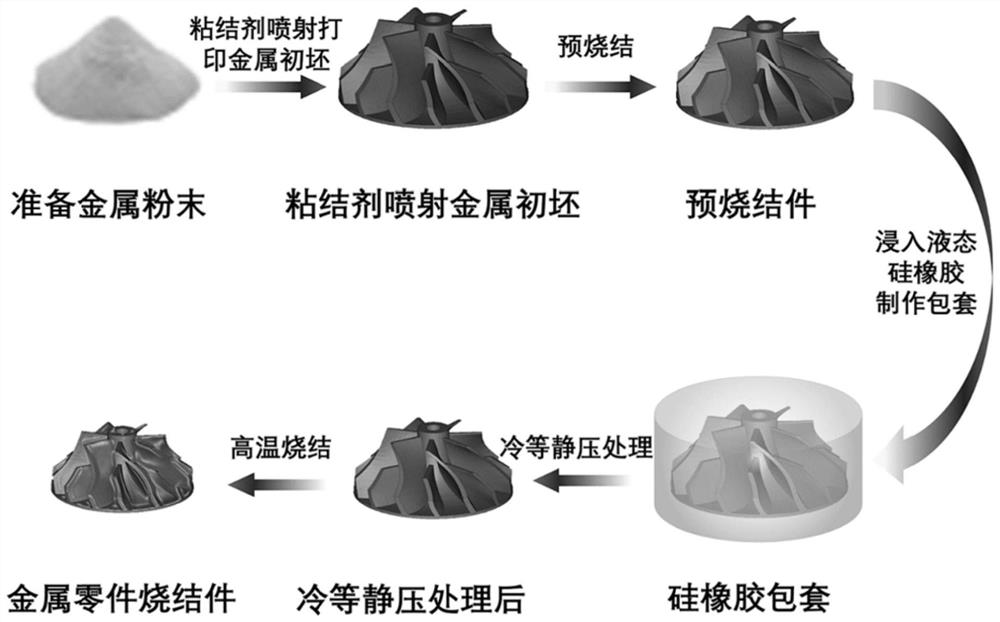
[0042] The near-net shape method of the metal parts provided by Embodiment 1 of the present invention mainly comprises the following steps:
[0043] (1) Select water-atomized 316L austenitic stainless steel powder with a particle size of 0.1 μm-~25 μm as the raw material, use binder jetting equipment to form it, and then place it in an oven for curing at 190°C for 3 hours, and clean the powder to obtain a metal blank; Among them, the layer thickness during spraying is set to 30 μm, and the binder saturation is set to 20%.
[0044] (2) Put the pre-sintered metal formed in step (1) in a degreasing furnace for pre-sintering, select the atmosphere as vacuum, keep it at 1080°C for 3 hours, and obtain a pre-sintered part after the furnace is cooled.
[0045] (3) Immerse the pre-sintered part of step (2) in a liquid A / B mixed room temperature self-curing silicone rubber with a Shore hardness of 25 degrees under vacuum conditions and seal it, cure it at room temperature for 12 hours, ...
Embodiment 2
[0048] The near-net shape method of the metal parts provided by Embodiment 2 of the present invention mainly comprises the following steps:
[0049] (1) Gas atomized pure Ti powder with a particle size of 10 μm to 62 μm was selected as the raw material, formed using a binder jetting equipment, and then placed in an oven for curing at 190°C for 3 hours, and the powder was cleaned to obtain a metal blank. Jetting was performed with a layer thickness setting of 100 μm and a binder saturation setting of 80%.
[0050] (2) Place the pre-sintered metal formed in step (1) in a degreasing furnace for pre-sintering, select the atmosphere as vacuum, keep it at 1360°C for 0.1h, and obtain a pre-sintered part after the furnace is cooled.
[0051] (3) Immerse the pre-sintered part of step (2) in the liquid A / B mixed room temperature self-curing silicone rubber with a Shore hardness of 45 degrees under vacuum conditions and seal it, cure it at room temperature for 6 hours, and then increase ...
Embodiment 3
[0054] The near-net shape method of the metal parts provided by Embodiment 3 of the present invention mainly includes the following steps:
[0055] (1) Select plasma-atomized NI 625 high-temperature nickel-based alloy powder with a particle size of 5 μm to 103 μm as the raw material, use a binder jetting equipment to form it, and then place it in an oven for curing at 190°C for 3 hours, and clean the powder to obtain a metal primary alloy. Blank. The layer thickness used during spraying was set to 200 μm, and the binder saturation was set to 100%.
[0056] (2) Put the pre-sintered metal formed in step (1) in a degreasing furnace for pre-sintering, select the atmosphere as vacuum, keep it at 830° C. for 24 hours, and obtain a pre-sintered part after cooling in the furnace.
[0057] (3) Immerse the pre-sintered part of step (2) in the liquid A / B mixed normal temperature self-curing silicone rubber with a Shore hardness of 10 degrees under vacuum conditions and seal it. Cold is...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More