

Hydrocarbon recovery and light product purity when processing gases with physical solvents
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example 1
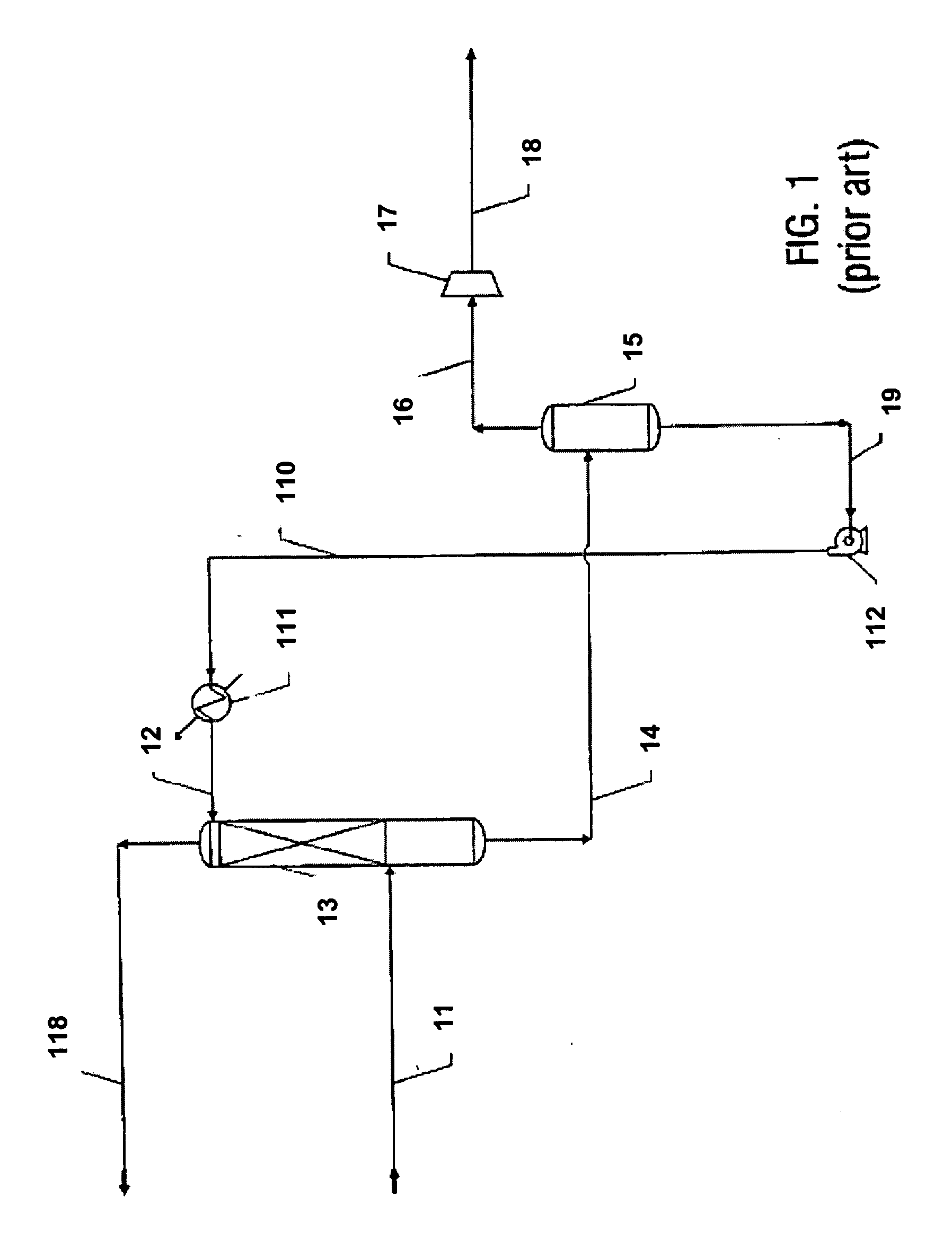
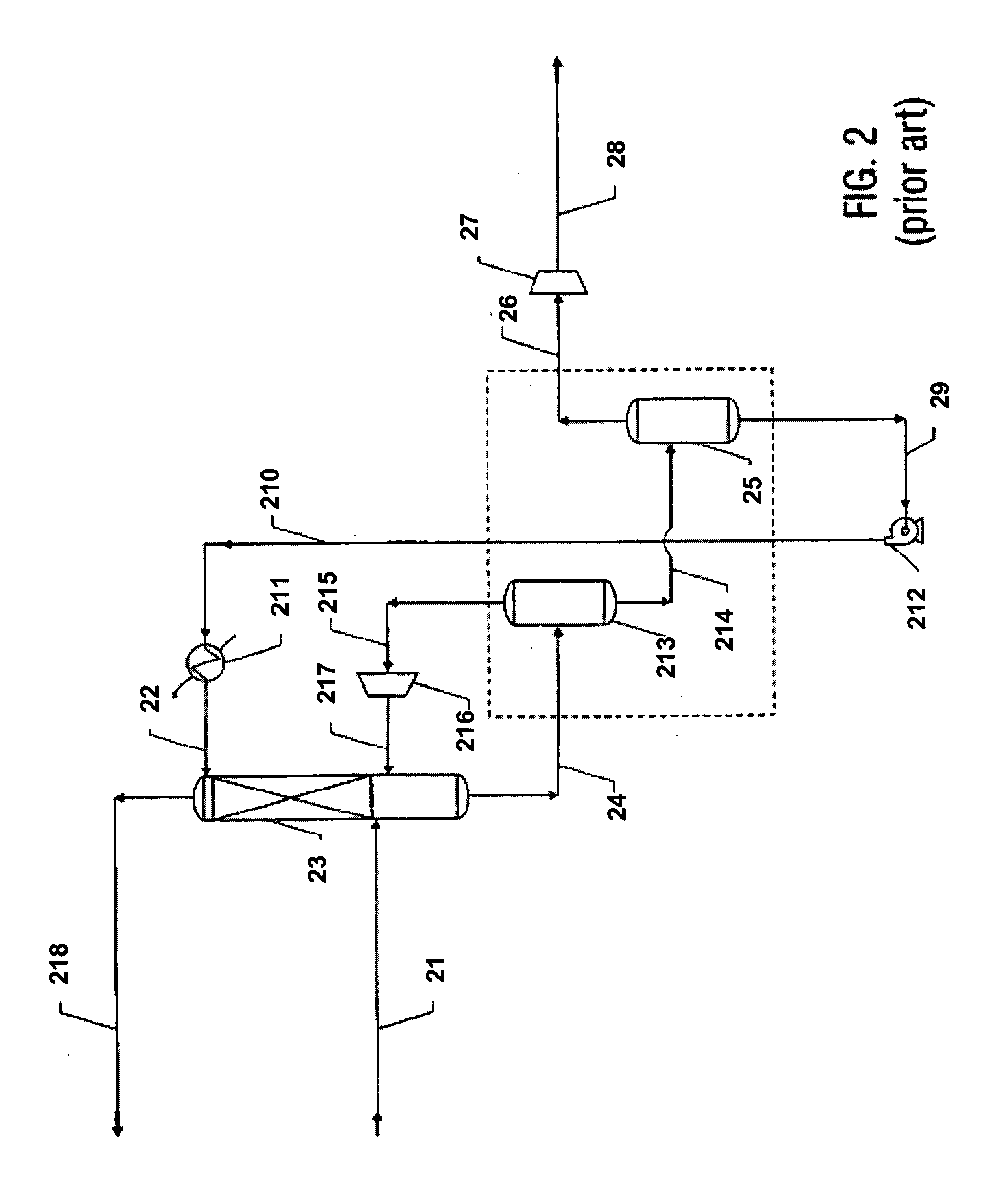
[0054]This example compares the process of the present invention as described in FIG. 5A with the prior art process described in FIG. 3 with regard to their ability to process a gas stream comprising methane and nitrogen and heavier components by absorbing the methane away from the nitrogen in order to produce a methane stream that meets typical pipeline quality for inert content. The comparison is conducted under conditions such that a prior art process according to FIG. 3 utilizes an internal solvent made up of the heavier components of the feed stream, and solvent inventory is controlled by use of a product hydrocarbon gas chiller 331 for solvent recovery. Excess condensed hydrocarbon liquid from the product hydrocarbon gas stream is routed to a stabilizer to produce a separate liquid product.
[0055]The feed gas characteristics used for this example are a flow rate of 10 MMscfd, pressure of 600 psig, temperature of 120° F., and a composition of the following, in mole percent: nitr...
example ii
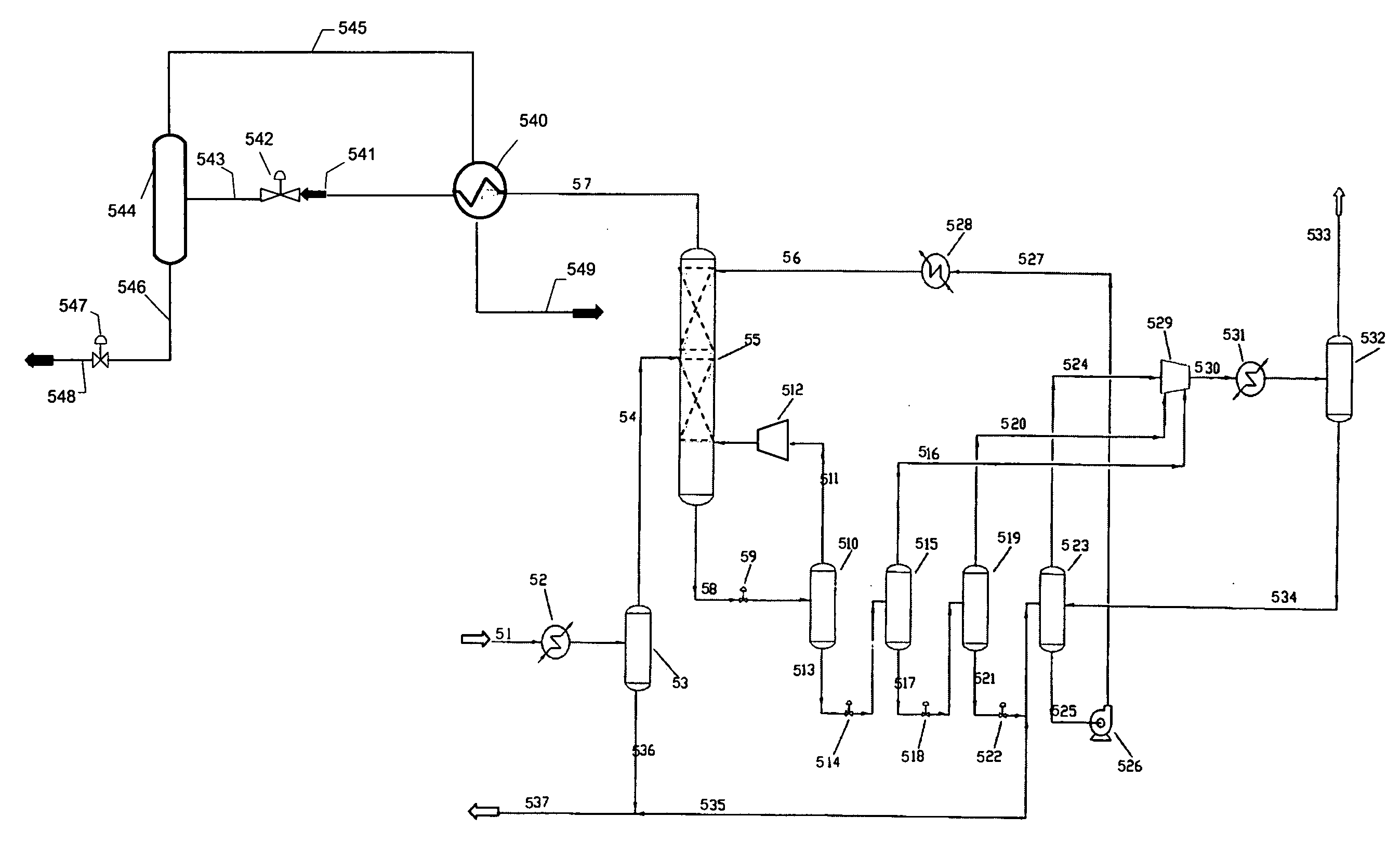
[0064]This example compares the process of the present invention as described in FIG. 6 with the prior art process described in FIG. 3 and as indicated above in EXAMPLE I, the results of which are shown in Table I above. The absorber overhead product stream cooler, dual pressure reduction, and separator arrangement is added to the process to purify the vent stream and recover additional hydrocarbons. Operating conditions used for this case are as follow: Stream 67, 570 psia and −24° F.; stream 641, 565 psia and −160° F.; streams 643, 646, and 645, 419 psia and −172° F.; stream 650, 145 psia and −200° F.; stream 651, 140 psia and −29° F. Operating pressure of separator 644 is the same as in the original conditions for FIG. 5A above, and VOC content of the vent stream is even lower than use of the process as described by FIG. 5B, while the minimum temperature in the system is −200° F. versus −215° F. in the process of FIG. 5B. The results are indicated in Table III. Compared to the re...
example iii
[0065]This example compares the process of the present invention as described in FIG. 8 with the prior art process described in FIG. 3 and as indicated above in EXAMPLE I, the results of which are shown in Table I above. The absorber overhead stream cooler, dual pressure reduction, absorber separator scheme is added to the process to purify the light component vent stream and recover additional hydrocarbons. Operation of the absorber (item 849 in FIG. 8) at a pressure slightly above the solvent recovery system allows direct flow of the recovered liquids to the solvent recovery system. Operating conditions for this case are as follows: stream 87, 570 psia and −24° F.; stream 841 comprising 95% of stream 87, and stream 846 comprising 5 percent of stream 87; stream 843, 565 psia and −169°; stream 845, 419 psia and −181° F.; stream 848, 419 psia and −31° F.; stream 850, 419 psia and −83° F.; stream 853, 419 psia and −177° F.; stream 855, 200 psia and −200° F.; and stream 856, 195 psia a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Temperature | aaaaa | aaaaa |
| Temperature | aaaaa | aaaaa |
| Temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More