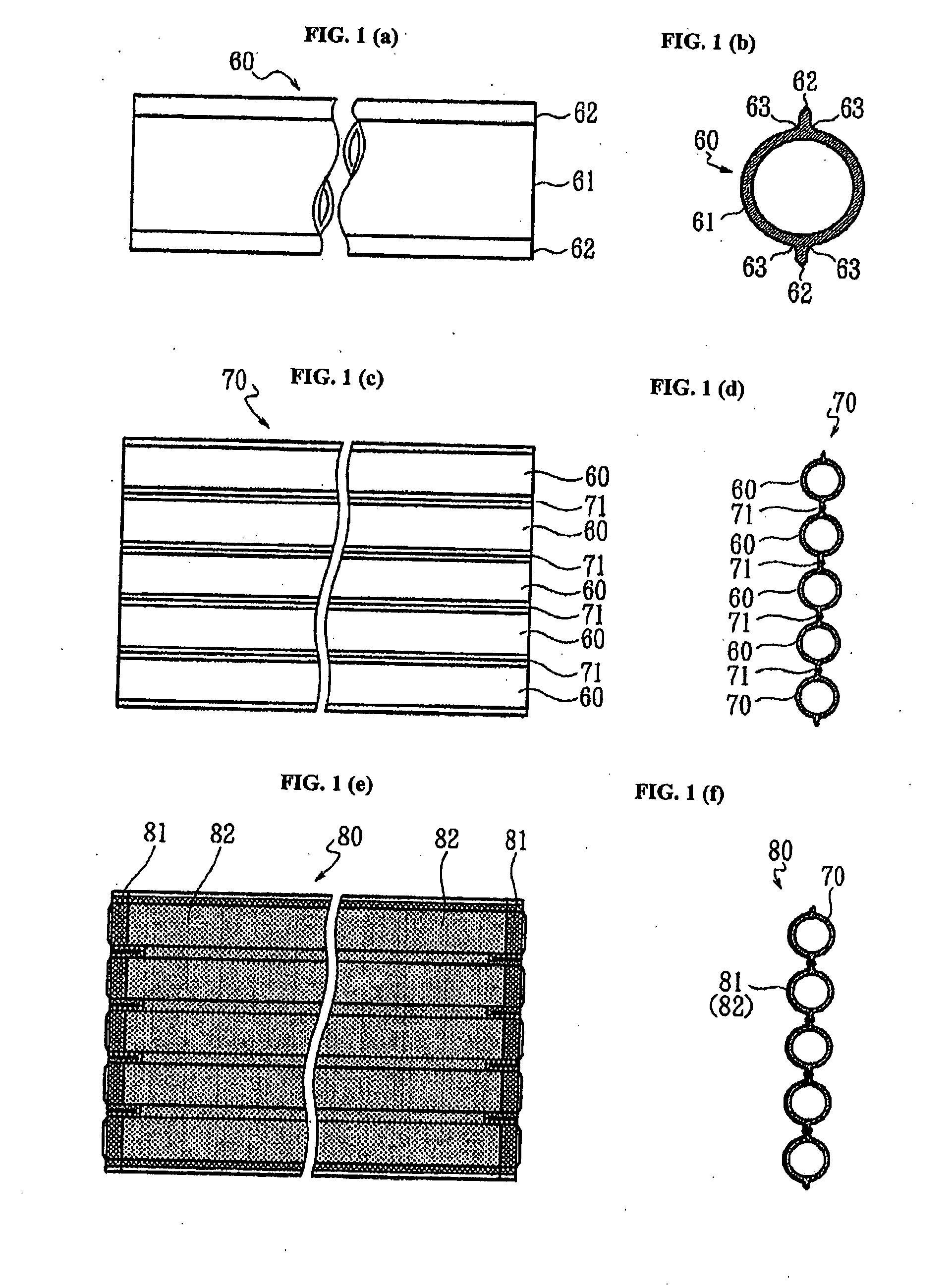
[0027]According to the boiler waterwall panel of the present invention (claim 1), since an integrally continued metal seamless finned
single tube of an entire continuous phase having a tubular portion and a pair of fin portions located at opposite
peripheral sides of the tubular portion and extending in the tubular axial direction capable of being produced by a hot
extrusion method is employed as a constituent unit, the transition portion
ranging from the tubular portion to the fin portion is not required to be welded. Furthermore, the welding of the tip ends of the fin portions can be performed more easily than the welding of the transition portion, and the welded portion is higher in quality. This reduces the burden of the welding operation for producing the boiler waterwall panel. As to the furnace housing using aforementioned boiler waterwall panels, since no welded portion exists at the transition portion, the fusion-bonded
coating is free from the influence of the notch due to unevenness of the welding of this portion. Furthermore, since the welded portion formed in the middle of the web portion instead of the welded portion of the transition is high in quality, damages of the fusion-bonded coating can be remarkably reduced, resulting in a remarkably reduced necessity of the maintenance, which in turn results in stable operation and an improved operation rate of the boiler with furnace housing.
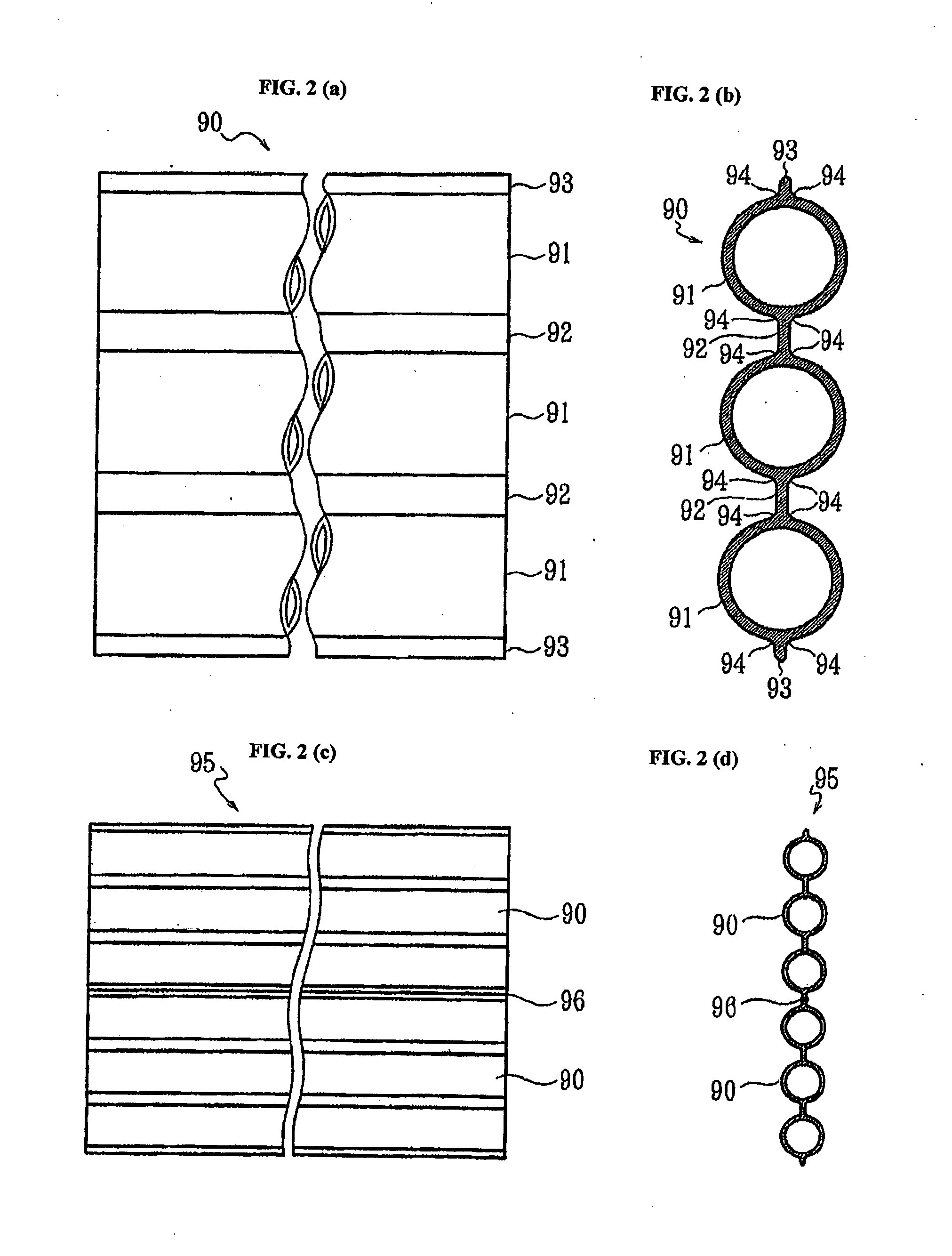
[0028]According to the boiler waterwall panel of the present invention (claim 2), since a seamless finned tube-web
assembly, which is equivalent to the case in which a small number of the aforementioned integrally continued seamless finned single tubes are united with an entire continuous phase manner, then employed as a constituent unit, the transition portion
ranging from the tubular portion to the fin portion is not required to be welded, too. Furthermore, the number of the welding operation for welding the tip ends of the fin portions can be reduced. This reduces the burden of the welding operation at the time of producing the boiler waterwall panel. In a furnace housing in which the boiler waterwall panel is assembled, damages of the fusion-boned coating can be further remarkably reduced.
[0029]Accordingly, in the present invention (claims 1 and 2), the burden of the welding operation at the time of producing the boiler waterwall panel can be reduced, and the operation rate of the boiler can be improved.
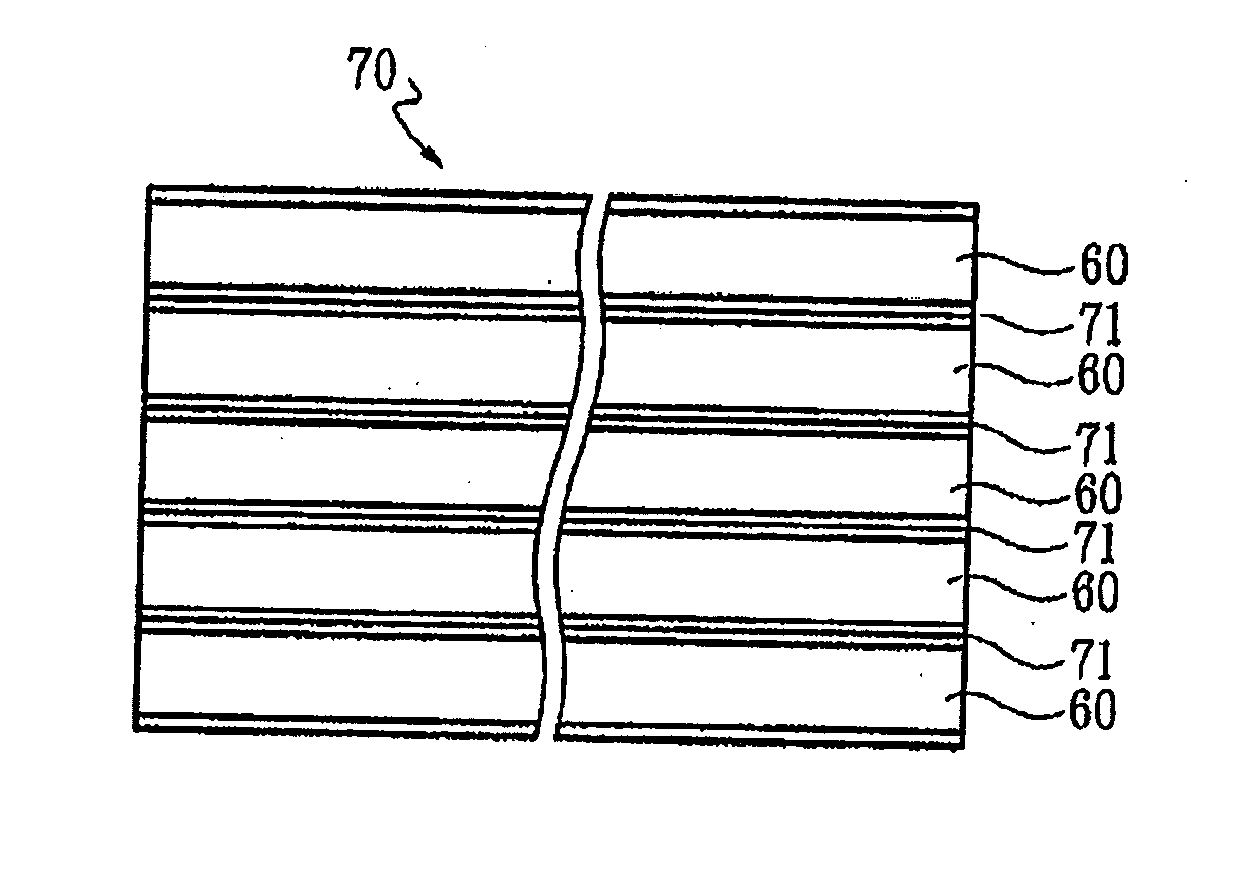
[0030]According to the boiler waterwall panel of the present invention (claim 3), since a seamless finned tube-web
assembly, which is equivalent to the case in which a plurality of the aforementioned seamless finned single tubes are integrated into an entire continuous phase, then constitutes an entirety of the panel member, the transition portion
ranging from the tubular portion to the fin portion is not required to be welded, too. Furthermore, the welding of the tip ends of the fin portions is not required. This eliminates the necessity of the welding operation at the time of producing the boiler waterwall panel. In a furnace housing using the boiler waterwall panels, damages of the fusion-bonded coating can be further remarkably reduced.
[0031]Accordingly, in the present invention (claim 3), not only the burden of the welding operation at the time of producing the boiler waterwall panel can be eliminated, but also in an improved operation rate of the boiler can be obtained, further remarkably.
[0032]According to the boiler waterwall panel of the present invention (claim 4), since the external surface of the transition portion ranging from the tubular portion to the fin portion or the web portion in the panel member is formed into a
concave surface, the
stress concentration thereto can be reduced. Furthermore, since the cross-section of this portion has a configuration gradually increasing in thickness towards the basal portion, resulting in an enhanced rigidity of this portion, undesired effects by the stress due to the aforementioned steep
temperature gradient can be reduced, which enhances the aforementioned preferable functions and results. Furthermore, the
concave surface can be easily formed by a seamless forming method, such as e.g., a hot
extrusion method, which in turn contributes a longer
operating life of an extruding die for use in a hot extrusion method, etc.



 Login to View More
Login to View More  Login to View More
Login to View More