

Active welding method and activating agent for aluminum and aluminum alloy
A welding method and aluminum alloy technology, which is applied in the direction of welding medium, welding equipment, welding equipment, etc., can solve the problem of unsatisfactory increase of penetration depth and other problems
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 example
[0013] AC FZ-TIG welding is used for welding, the gap between the coatings on both sides is 4mm, and the total width of the coatings on both sides and the middle coating is greater than 20mm. The welding specifications are shown in Table 1. Before welding, dissolve the active agent with acetone, stir it into a paste, and then apply it evenly on the surface of the workpiece with a brush to cover the original metallic luster. After the acetone is completely volatilized, perform conventional TIG welding.
[0014] Table 1 welding specification parameters
[0015]
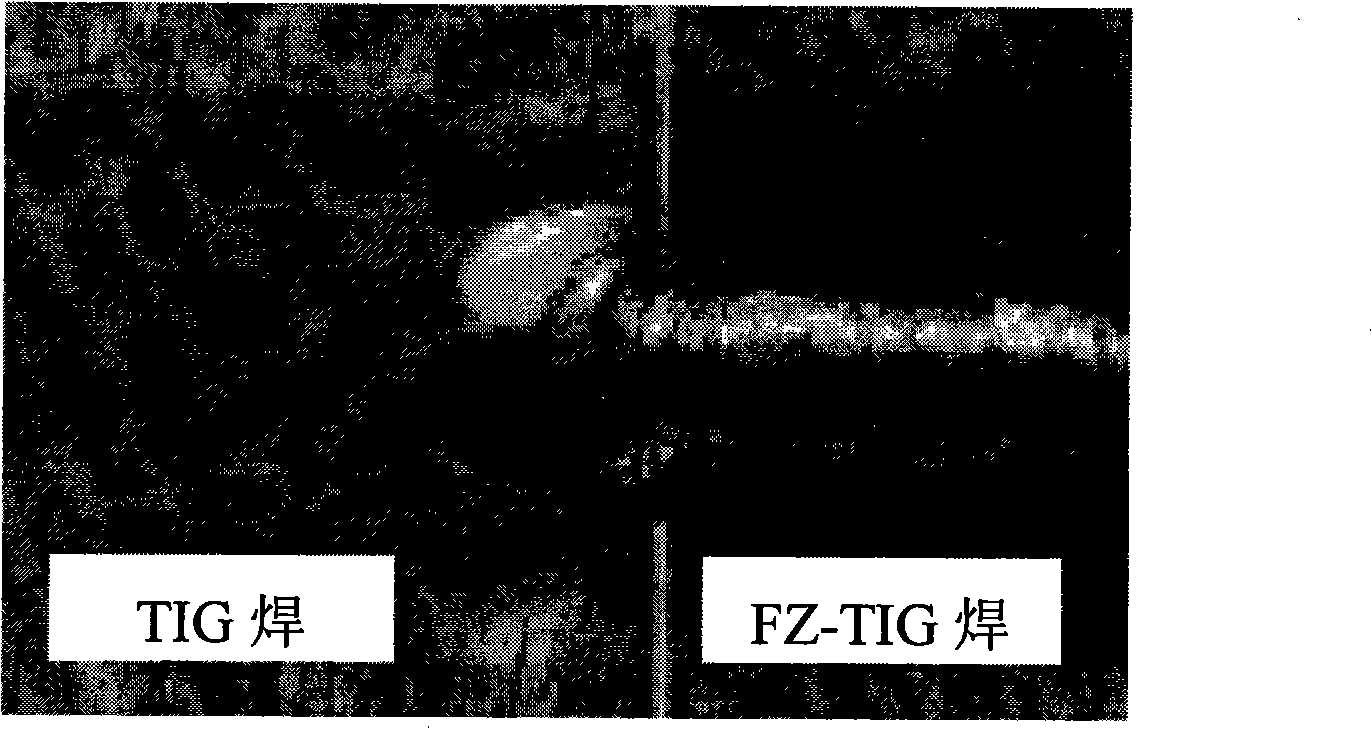
[0016] The welding specification parameters in Table 1 are used for welding. The weld penetration depth of traditional TIG welding is 1.8-2.2mm, the fusion width is 9.2-10.0mm, and the weld cross-section is as follows: figure 1 shown. When using the welding specification in Table 1 for FZ-TIG welding, the coating on both sides is made of SiO 2 , the active agent formulation of the intermediate coating and the wel...
no. 2 example
[0023] For AC FZ-TIG welding, the composition and mass percentage of the intermediate coating active agent is ZnF 2 10%, MnCl 2 45%, CdCl 2 30%, Te 15%, SiO coating on both sides 2 . The gaps between the coatings on both sides are 4mm, 6mm, 8mm and 10mm respectively, and the total width of the coatings on both sides and the middle coating is greater than 20mm. Before welding, dissolve the active agent with acetone, stir it into a paste, and then apply it evenly on the surface of the workpiece with a brush to cover the original metallic luster. After the acetone is completely volatilized, conventional TIG welding is performed. The welding specifications are shown in Table 1. The weld penetration and penetration width of AC FZ-TIG welding are shown in Table 4.
[0024] Table 4 Weld penetration depth and width at different coating gaps
[0025]
no. 3 example
[0027] For AC FZ-TIG welding, the composition and mass percentage of the intermediate coating active agent is ZnF 2 10%, MnCl 2 45%, CdCl 2 30%, Te 15%, SiO coating on both sides 2 , the gap between the coatings on both sides is 4mm, and the total width of the coatings on both sides and the middle coating is greater than 20mm. Before welding, dissolve the active agent with acetone, methyl ethyl ketone and ethanol respectively, stir it into a paste, and then apply it evenly on the surface of the workpiece with a brush to cover the original metallic luster. After the acetone, methyl ethyl ketone or ethanol are completely volatilized, conventional TIG welding is performed. The welding specifications are shown in Table 1. The weld penetration and penetration width of AC FZ-TIG welding are shown in Table 5.
[0028] Table 5 Weld penetration depth and width at different coating gaps
[0029]
PUM
| Property | Measurement | Unit |
|---|---|---|
| Width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More