

Method for preparing high-silicon electric steel band material through rolling at medium and low temperature
A technology of high-silicon electrical steel and low-temperature rolling, which is applied in the medium and low-temperature preparation and processing technology of high-performance, low-plasticity and difficult-to-process alloy strips, and in the field of preparation of high-silicon electrical steel strips, to reduce rolling edge cracks and improve processing Efficiency and yield, and the effect of improving organizational structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
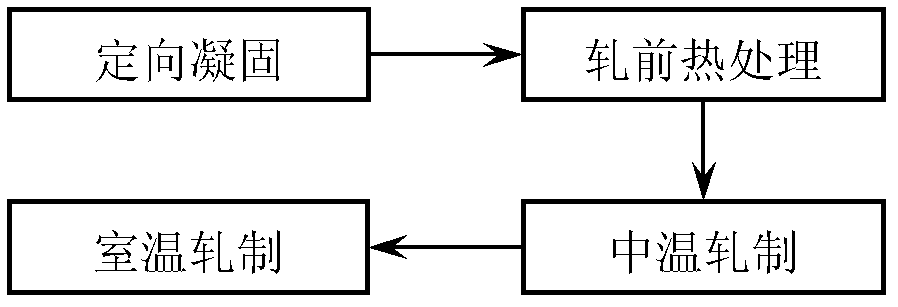
[0030] Example 1: Wire-cut directional solidified billets into slabs and roll them after heat treatment
[0031] (1) Directional solidification: The vacuum-melted Fe-6.5Si-0.01B alloy billet was prepared into a columnar grain structure with a strong orientation and a diameter of 30mm by using the method of zone melting and directional solidification.
[0032] (2) Heat treatment before rolling: heat the directionally solidified billet at a rate of 15°C / min to 900°C for 1 hour, then oil quench to room temperature, and the cooling rate is about 200°C / s; heat the quenched billet at 300°C for 10 minutes Air cooling, stress relief annealing;
[0033] (3) Medium-temperature rolling: the high-silicon electrical steel billet after heat treatment before rolling is rolled at 400°C for 20 minutes, and the rolling speed is 20m / min; the deformation of the alloy is strictly controlled at 5%~20%. The final thickness of the medium-temperature rolled plate is 1 mm; after rolling, it is air-...
Embodiment 2
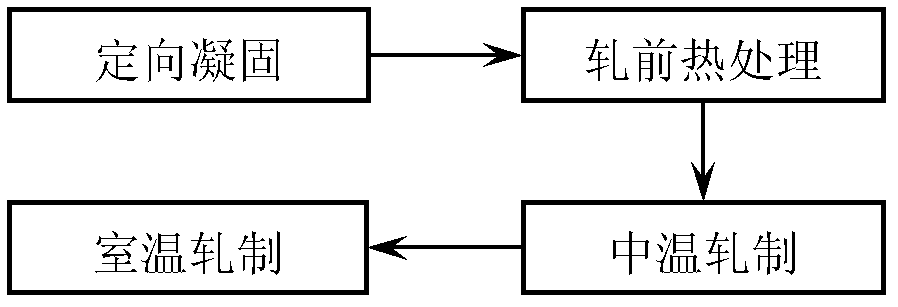
[0036] Embodiment 2: directionally solidified slab is rolled after treatment
[0037] (1) Directional solidification: The vacuum-melted Fe-6.5Si alloy billet was prepared into a columnar crystal slab with a strong orientation, a width of 24mm, and a thickness of 12mm by using the method of zone melting and directional solidification.
[0038] (2) Heat treatment before rolling: heat the directionally solidified slab to 1000°C at a rate of 15°C / min and keep it warm for 1 hour, then oil quench to room temperature, and the cooling rate is about 200°C / s, keep the quenched blank at 350°C for 15 minutes and then air cool , for stress relief annealing;
[0039] (3) Medium-temperature rolling: the high-silicon electrical steel billet after heat treatment before rolling is rolled at 450°C for 20 minutes, and the rolling speed is 20m / min; the deformation of the alloy is strictly controlled at 5%~20%. The final thickness of the medium-temperature rolled plate is 2mm; after rolling, it...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More