

Anti-abrasion sink roller shaft sleeve and manufacturing method thereof
A manufacturing method and technology of submerged rollers, which are applied in the directions of bearing components, shafts and bearings, coatings, etc., can solve the problems of high brittleness, easy cracking and peeling welding performance, and achieve fine structure, improve the corrosion resistance of zinc liquid, The effect of high hardness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0036] Smelting the sunken roller sleeve with an electric furnace, the manufacturing process steps are:
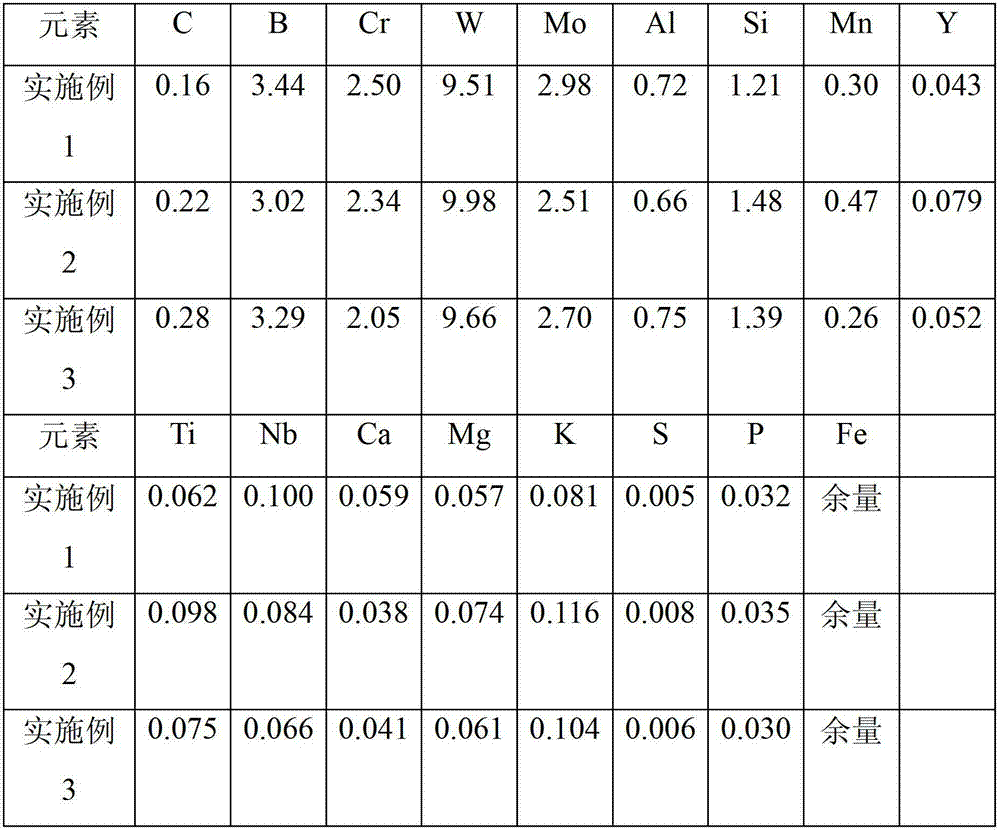
[0037] ①Heat and melt ordinary steel scrap, low-carbon ferrochromium, recarburizer, ferrotungsten, and ferromolybdenum, add ferrosilicon and ferromanganese after the molten steel is melted, continue to heat up to 1592°C, add aluminum for deoxidation and alloying, and then add in sequence Ferro-boron, ferro-niobium, ferro-titanium, and calcium-silicon alloys are released when the temperature is raised to 1623°C after adjusting the composition before the furnace;
[0038] ② During the tapping process of the molten steel, when the molten steel is 42%, the mass percentage is 5-8% Y, 7-10% Mg, 40-44% Si, and the balance is Fe yttrium-based heavy rare earth magnesium Ferrosilicon alloy and KMnO calcined at 350°C 4 Potassium-containing substances are tightly covered with a thin steel sheet with a thickness of 0.10mm, and then thrown into the ladle with the flow;
[0039] ③Centr...
Embodiment 2
[0043] Smelting the sunken roller sleeve with an electric furnace, the manufacturing process steps are:
[0044] ①Heat and melt ordinary steel scrap, low-carbon ferrochromium, recarburizer, ferrotungsten, and ferromolybdenum, add ferrosilicon and ferromanganese after the molten steel is melted, continue to heat up to 1609°C, add aluminum for deoxidation and alloying, and then add in sequence Ferro-boron, ferro-niobium, ferro-titanium and calcium-silicon alloys are released when the temperature is raised to 1647°C after adjusting the composition before the furnace;
[0045] ② During the tapping process of molten steel, when the molten steel is 55%, the mass percentage is 5-8% Y, 7-10% Mg, 40-44% Si, and the balance is Fe-based heavy rare earth magnesium Ferrosilicon alloy and KMnO calcined at 350°C 4 Potassium-containing substances are tightly covered with a thin steel sheet with a thickness of 0.25mm, and then thrown into the ladle with the flow;
[0046] ③Using the lost foa...
Embodiment 3
[0050] Smelting the sunken roller sleeve with an electric furnace, the manufacturing process steps are:
[0051] ①Heat and melt ordinary steel scrap, low-carbon ferrochrome, recarburizer, ferrotungsten, and ferromolybdenum, add ferrosilicon and ferromanganese after the molten steel is melted, continue to heat up to 1599°C, add aluminum for deoxidation and alloying, and then add in sequence Ferro-boron, ferro-niobium, ferro-titanium, and calcium-silicon alloys are released when the temperature is raised to 1633°C after adjusting the composition before the furnace;
[0052] ② During the tapping process of molten steel, when the molten steel is 48%, the mass percentage is 5-8% Y, 7-10% Mg, 40-44% Si, and the balance is Fe-based heavy rare earth magnesium Ferrosilicon alloy and KMnO calcined at 350°C 4 Potassium-containing substances are tightly covered with a thin steel sheet with a thickness of 0.20mm, and then thrown into the ladle with the flow;
[0053] ③Centrifugal casting...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| flexural strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More