

Method for preparing ink solvent by utilizing waste animal and plant grease
A technology for discarded animals, plants, and oils, which is applied in the fields of oil/fat refining, ink, application, etc., and can solve problems such as poor drying performance and narrow application range
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
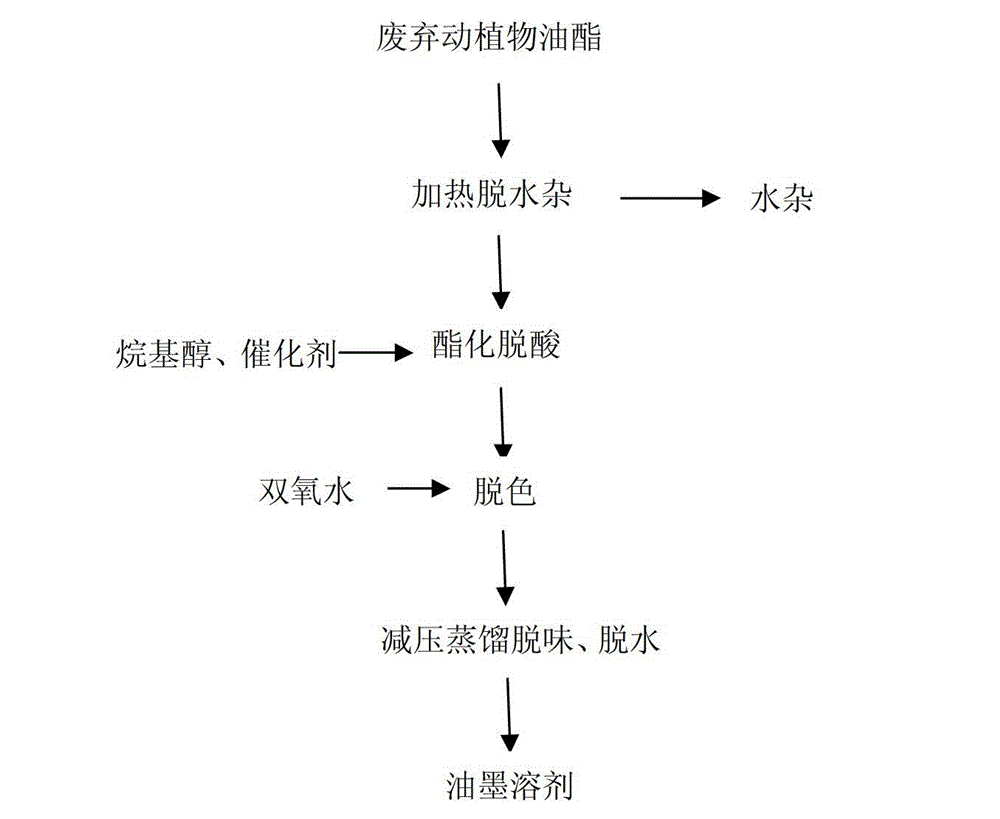
Method used
Image

Examples
Embodiment 1
[0057] 200g of waste oil after dehydration (acid value 13.6KOH / g waste oil, golden yellow in color) is added in the 500ml airtight high-pressure reactor, to which adding quality is 15% methyl alcohol of waste oil, acidic catalyst (iron sulfate: magnesium sulfate: Calcium sulfate=50:20:30) The mass is 3% of waste oil, heated to 125°C, pressure 0.4MPa, stirred rapidly for half an hour, then removed the reaction solution, distilled excess methanol and water under normal pressure, and removed the catalyst by separation , to get the supernatant, the acid value is 0.49gKOH / g waste oil;
[0058] Add 12% hydrogen peroxide with a concentration of 35% to it dropwise at 60°C, stir for 0.5 hours, stop the reaction, and separate and remove the water phase (hydrogen peroxide, water, etc.);
[0059] The product after the above reaction was distilled under reduced pressure at 80°C and -0.09MPa for 1 hour to remove moisture and odor to obtain dry and pure esterified oil.
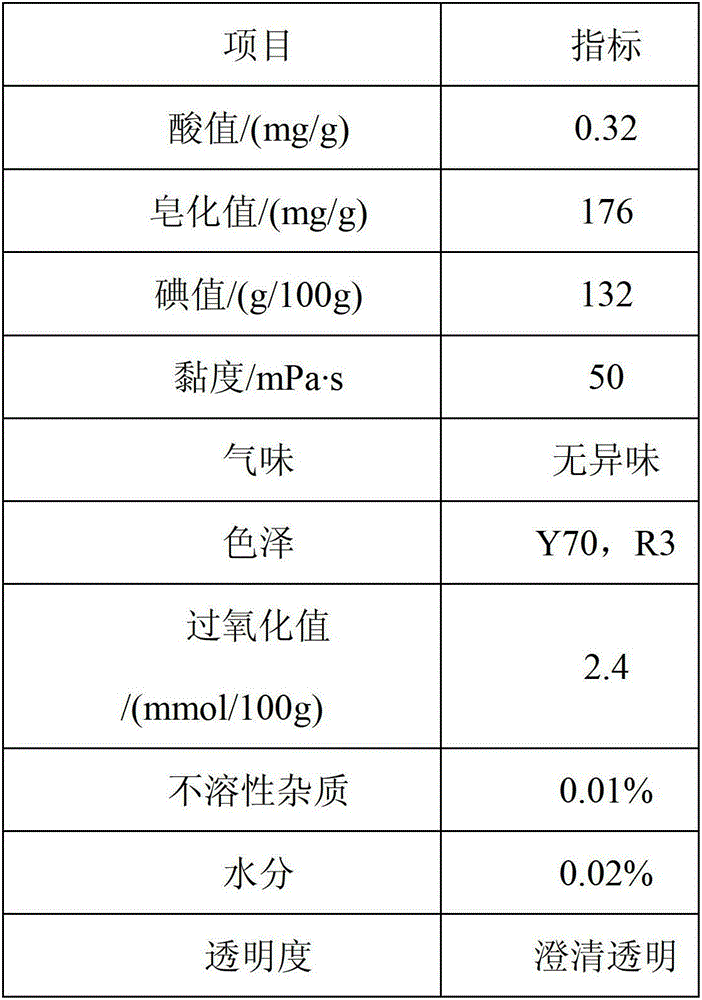
[0060] Its physical...
Embodiment 2
[0064] Add 200 g of hogwash oil after dehydration (acid value 9.6KOH / g oil, yellow color) into a 500ml closed high-pressure reactor, add 20% ethanol whose quality is hogwash oil, acid catalyst (iron sulfate: magnesium sulfate: calcium sulfate =40:30:30) The mass is 2% (w) of hogwash oil, heated to 145°C, pressure 0.6MPa, stirred for 1 hour, then removed the reaction solution, distilled excess ethanol and water under normal pressure, and removed the catalyst by separation. Obtain the supernatant liquid, the acid value is 0.32gKOH / g hogwash oil;
[0065] Add 8% hydrogen peroxide with a concentration of 35% dropwise at 70°C, stir for 0.5 hours, stop the reaction, and separate and remove the water phase (hydrogen peroxide, water, etc.);
[0066] The product after the above reaction was distilled under reduced pressure and vacuum for 1 hour at 70°C and -0.095MPa to remove moisture and odor to obtain dry and pure esterified oil.
[0067] Its physical and chemical properties have be...
Embodiment 3
[0071]Add 200g of hogwash oil after dehydration (acid value 22.6KOH / g oil, color and luster yellow) in the 500ml airtight high-pressure reactor, add quality wherein to 20% butanol of hogwash oil, acid catalyst (iron sulfate: magnesium sulfate: sulfuric acid Calcium=50:30:20) The mass is 2% of hogwash oil, heated to 150°C, pressure 0.6MPa, stirred for 1 hour, then removed the reaction solution, distilled excess butanol and water under normal pressure, and removed the catalyst by separation to obtain The supernatant has an acid value of 0.45gKOH / g hogwash oil;
[0072] Add 10% hydrogen peroxide with a concentration of 35% to it dropwise at 70°C, stir for 0.5 hours, stop the reaction, and separate and remove the water phase (hydrogen peroxide, water, etc.);
[0073] The product after the above reaction was distilled under reduced pressure and vacuum for 1 hour at 80°C and -0.095MPa to remove moisture and odor to obtain dry and pure esterified oil.
[0074] Its physical and chemi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| acid value | aaaaa | aaaaa |
| acid value | aaaaa | aaaaa |
| acid value | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More