

Steel-magnesium dissimilar metal connection method
A technology of dissimilar metals and connection methods, used in metal processing, metal processing equipment, welding media, etc., can solve the problems of inability to achieve connection, difficult connection, and large difference in melting point, and achieve easy joint performance and welding quality control, Improve the mechanical properties and welding quality, the effect of the appropriate range of welding parameters
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
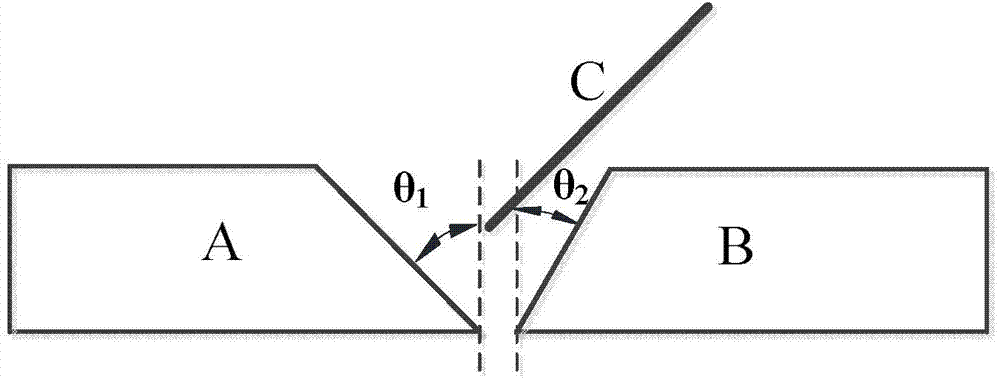
[0025] Embodiment 1. S355J2WN weathering steel and AZ61 magnesium alloy dissimilar metals were connected by MIG fusion-brazing using the method of the present invention, and the plate thicknesses of the weathering steel and the magnesium alloy were both 3.0 mm. The joint form is asymmetric V-shaped groove butt joint, the angle of weathering steel groove surface is 45°, and the angle of magnesium alloy groove surface is 30°; MIG welding uses magnesium alloy welding wire, the diameter of welding wire is 1.6mm, and the main chemical composition is Mg-5.1%Al -0.8% Zn; during the welding process, the welding wire points to the lower part of the steel groove surface about 2 / 3 of the thickness of the plate. The welding parameters are: welding current 140kA, arc voltage 21V, welding speed 0.6m / min, argon gas flow 17L / min. The MIG weld is well formed, without welding defects such as pores and cracks. The average tensile strength of the steel-magnesium welded joint is 130 MPa, and the th...
Embodiment 2
[0026] Embodiment 2. Using the method of the present invention to carry out MIG fusion-brazing connection of dissimilar metals of 16Mn steel and AZ61 magnesium alloy, the plate thicknesses of 16Mn steel and magnesium alloy are both 3.0mm. The joint form is an asymmetric V-shaped groove butt joint, the groove surface angle of 16Mn steel is 50°, and the groove surface angle of magnesium alloy is 25°; MIG welding uses magnesium alloy welding wire with a diameter of 1.6mm, and the main chemical composition is Mg-5.1%Al -0.8%Zn; during the welding process, the welding wire points to the lower part of the steel groove surface about 2 / 3 of the thickness of the plate. The welding parameters are: welding current 135kA, arc voltage 20V, welding speed 0.55m / min, argon gas flow 16L / min. The MIG weld is well formed, with welding defects such as pores and cracks. The average tensile strength of the steel-magnesium welded joint is 125 MPa, and the thickness of the intermetallic compound layer...
Embodiment 3
[0027]Example 3. Using the method of the present invention to carry out MIG fusion-brazing connection of H220YD high-strength steel and AZ31B magnesium alloy dissimilar metals, the thickness of the high-strength steel and the magnesium alloy are both 3.0mm. The joint form is an asymmetric V-shaped groove butt joint, the groove surface angle of high-strength steel is 40°, and the groove surface angle of magnesium alloy is 35°; MIG welding uses magnesium alloy welding wire with a diameter of 1.6mm, and the main chemical composition is Mg-6.6%Al -1.1%Zn; during the welding process, the welding wire points to the lower part of the steel groove surface about 2 / 3 of the thickness of the plate. The welding parameters are: welding current 150kA, arc voltage 22V, welding speed 0.7m / min, argon gas flow 18L / min. The MIG welds are well formed without welding defects such as pores and cracks. The average tensile strength of the steel-magnesium welded joints is 115 MPa, and the thickness of ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More