

Process for quickly laminating veneers of formaldehyde-free wood-plastic composite plates
A composite board and composite slab technology, which is applied in the jointing of wooden veneers, wood processing equipment, manufacturing tools, etc., can solve the problems of long hot pressing time, secondary pollution of free formaldehyde, carbonization of veneered thin wood, etc., and achieve Improve surface bonding strength, solve formaldehyde release, and reduce production cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
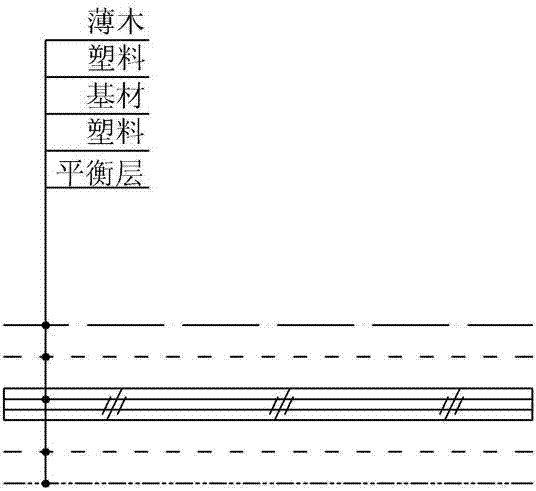
[0016] 1) Blank assembly: from top to bottom: veneer, polyethylene plastic film, base material, polyethylene plastic film, balance layer blank assembly to obtain a composite slab; the water content of the veneer is 8%; the thickness of the veneer The polyethylene plastic film is prefabricated on the market; the substrate is an environmentally friendly wood-plastic composite plywood with a flat surface, the thickness deviation is 0.1mm, and the water content is 8%; the balance layer is veneer.
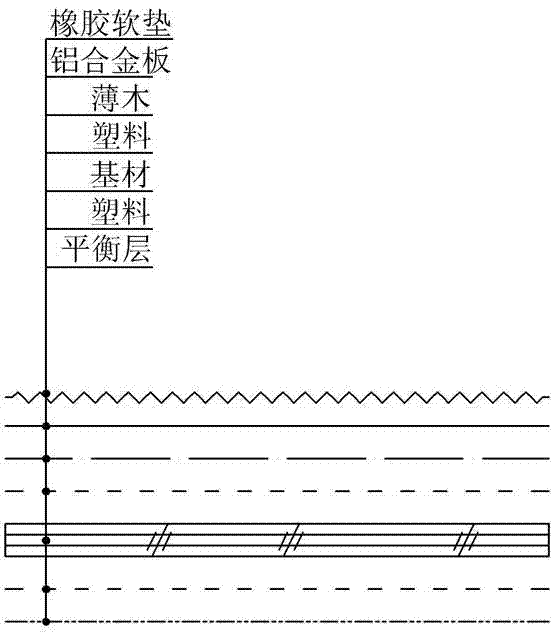
[0017] 2) Hot pressing: Place the 3mm thick rubber cushion, aluminum alloy plate, and composite slab from top to bottom for hot pressing; temperature 160°C, pressure 0.8MPa, time 2min;
[0018] 3) Cool for 2 minutes while maintaining the pressure to solidify the plastic film;
[0019] 4) Chen Fang, trimming treatment.
Embodiment 2
[0021] 1) Blank assembly: from top to bottom: veneer, plastic, base material, plastic, and balance layer to form a composite slab; the moisture content of the veneer is 12%; the thickness of the veneer is 1.4mm; Bottom, that is, the side facing the plastic is processed by rolling holes, the size of the holes is 0.5-1mm, the distribution is irregular, and the number of holes is 25 / cm 2 The plastic is a polyethylene plastic film processed from waste plastic; the base material is an environmentally friendly wood-plastic composite plywood with a flat surface, the thickness deviation is 0.2mm, and the water content is 9%; the balance layer is paper;
[0022] 2) Hot pressing: Place the 3mm thick rubber cushion, aluminum alloy plate, and composite slab from top to bottom for hot pressing; temperature 180°C, pressure 0.6MPa, time 1min;
[0023] 3) Cool for 3 minutes while maintaining the pressure to solidify the plastic film;
[0024] 4) Aging, edge trimming.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More