

Production technology of precoated sand for selective laser sintering and quick molding technology
A technology of laser sintering and production technology, which is applied in the direction of manufacturing tools, casting molding equipment, metal processing equipment, etc. It can solve the problems of large amount of resin added, large amount of gas generation, irregular shape, etc., and achieve high-strength gas generation and low gas generation. The effect of volume
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0035] A specific embodiment of the present invention will be described in detail below in conjunction with the accompanying drawings, but it should be understood that the protection scope of the present invention is not limited by the specific embodiment. It should be understood that the "upper", "lower", "left", "right", "front" and "reverse" mentioned in the following embodiments of the present invention are all based on the directions shown in the figures, These words used to limit the direction are only for convenience of description, and do not mean to limit the specific technical solution of the present invention.
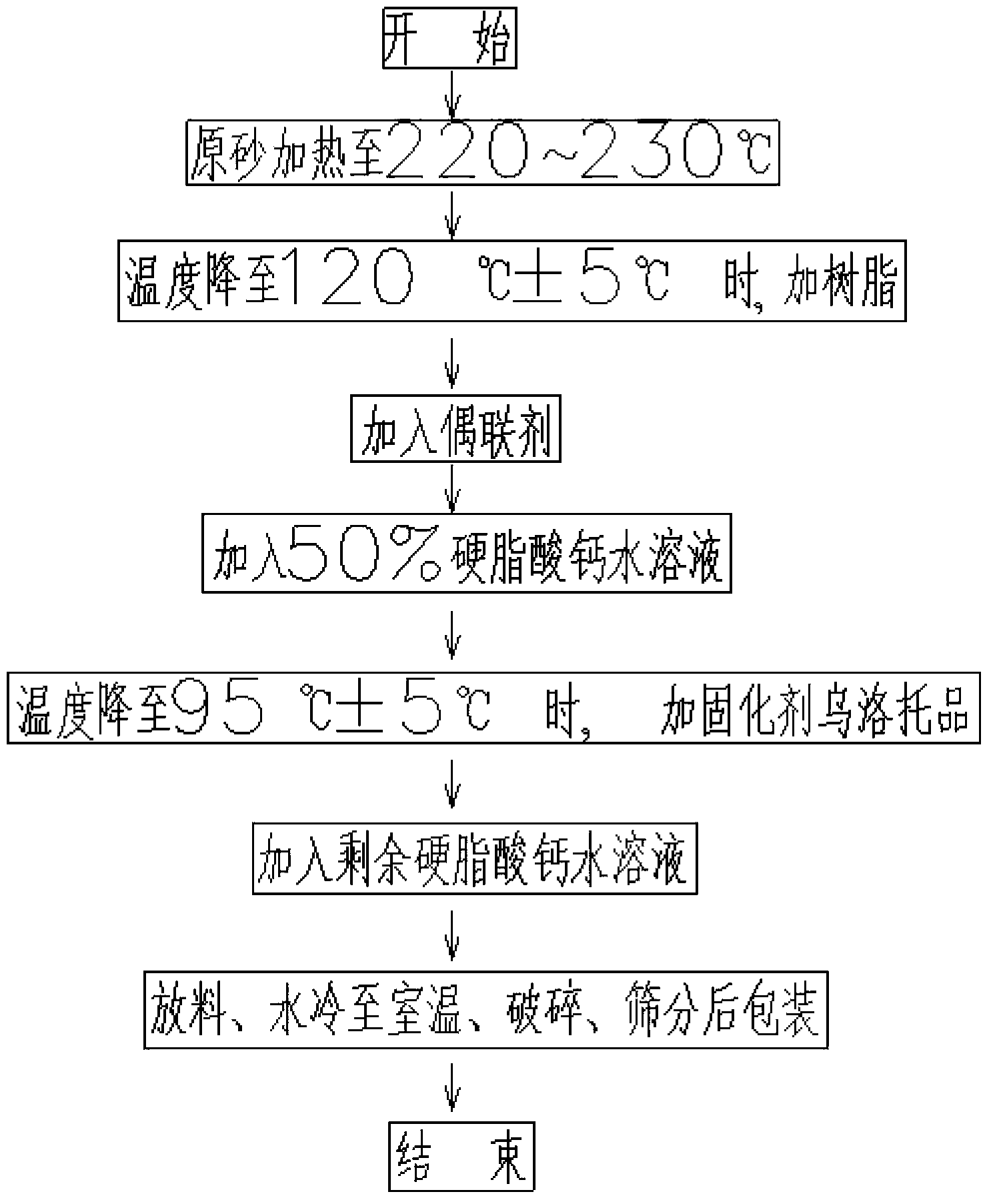
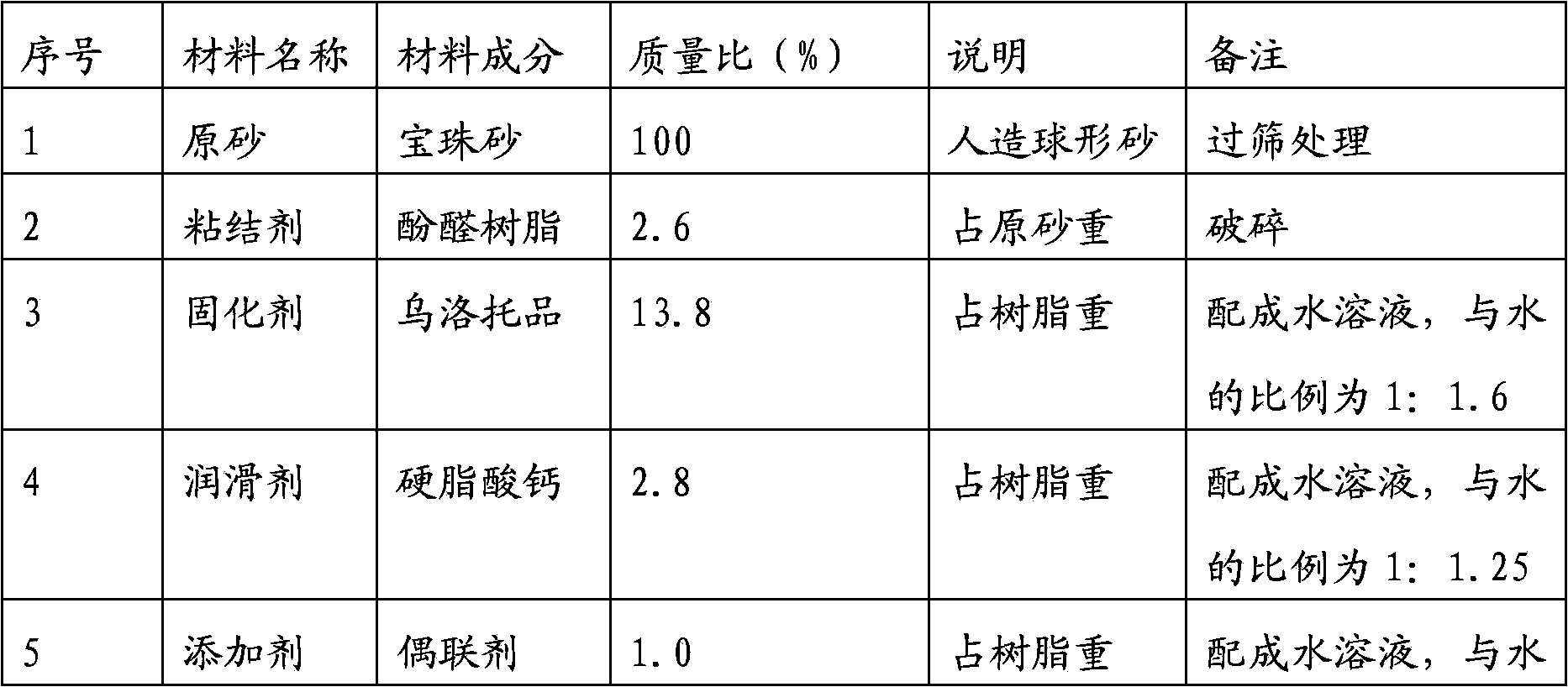
[0036] The production process of the selective laser sintering rapid prototyping coated sand of the present invention starts from the selection of raw materials, the improvement of the formula and the optimization of the coating process flow. Additives to produce a high-strength and low-gas-emission coated sand suitable for selective laser sintering rapid pr...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Granularity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More