Preparation method for protective coating of zinc pan roller sleeves and bushes
A protective coating and zinc pot roll technology, applied in manufacturing tools, welding equipment, metal processing equipment, etc., can solve the problems of shaft sleeve and bush wear, poor sliding performance, damage to zinc pot roll transmission parts, etc., to achieve The effect of improving production efficiency, increasing service life, improving wear resistance and lubricating performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0019] The preparation method of the zinc pot roll bushing and bush protective coating of the present invention comprises the following steps:
[0020] Step 1. Clean the surface of the shaft sleeve and bushing, remove dirt and preheat to 200-300°C;
[0021] Step 2: Use plasma surfacing equipment to carry out multi-layer powder surfacing welding on the bushing and bushing. The bottom layer combined with the bushing and bushing is made of a single cobalt-based alloy powder with low hardness to ensure the connection with the stainless steel substrate. Good combination, the surfacing powder materials of the remaining layers are cobalt-based alloy powder and boron nitride powder, and the components of cobalt-based alloy powder are 0.06~2.6wt%C, 8.0~32wt%Cr, 1.0~3.5wt%Si, 0.1~ 18wt% W, 1.0-30wt% Mo, 0.2-3.6wt% Fe, 1.0-3.6wt% Ni, the balance is Co, and the boron nitride powder content is 5-30wt%;
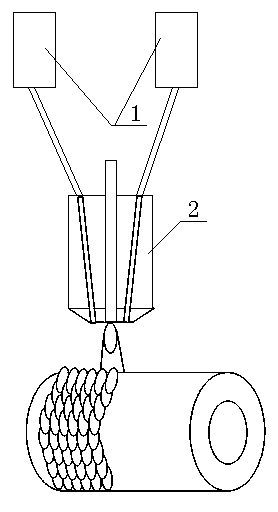
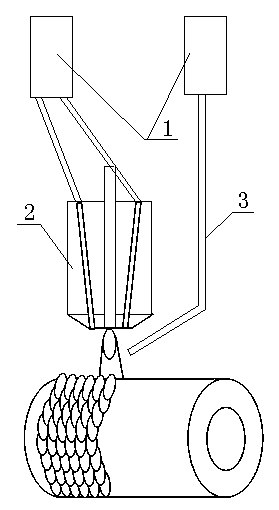
[0022] Step three, such as figure 1 and figure 2 As shown, the plasma surfacing eq...
Embodiment approach 1
[0035] Process the 316L stainless steel base material of the shaft sleeve to the required size before surfacing and clean the surface, preheat the furnace to 250°C, and the underlying cobalt-based alloy powder composition is: 1.0wt%C, 29wt%Cr, 2.0wt%Si, 4.5wt% %W, 1.0wt% Mo, 2.0wt% Fe, 2.0wt% Ni, the powder feeding rate of the bottom layer is 80g / min. The surface layer cobalt-based alloy powder composition is: 2.0wt% C, 29wt% Cr, 2.0wt% Si, 12wt% W, 1.0wt% Mo, 2.0wt% Fe, 2.0wt% Ni, and the powder feeding rate of the surface layer is 68g / min , At the same time, the boron nitride powder is fed by an external pipeline, and the powder feeding amount is 20g / min.
[0036] Surfacing welding parameters are: spray distance 8mm, transfer arc current 240A, voltage about 28V, rotate the sleeve workpiece at a moving speed of 130mm / min, move the welding torch at a speed of 40% of welding bead lap, ion gas 250L / h, shielding gas 1000L / min h, powder feeding gas 200L / h, the gas is argon. The ...
Embodiment approach 2
[0038] Process the 316L stainless steel base material of the shaft sleeve to the required size before surfacing and clean the surface. The furnace is preheated to 240°C. The underlying cobalt-based alloy powder composition is: 1.4wt%C, 29wt%Cr, 2.0wt%Si, 8.5wt% %W, 1.0wt% Mo, 2.0wt% Fe, 2.0wt% Ni, the powder feeding rate of the bottom layer is 80g / min. The surface layer cobalt-based alloy powder composition is: 1.4wt%C, 29wt%Cr, 2.0wt%Si, 8.5wt%W, 1.0wt%Mo, 2.0wt%Fe, 2.0wt%Ni, and the powder feeding amount of the surface layer is 70g / min, at the same time, the boron nitride powder is fed by an external pipeline, and the powder feeding amount is 15g / min.
[0039] Surfacing welding parameters are: spray distance 8mm, transfer arc current 240A, voltage about 28V, rotate the sleeve workpiece at a moving speed of 120mm / min, move the welding torch at a speed of 50% of the welding bead, ion gas 250L / h, shielding gas 1000L / min h, powder feeding gas 200L / h, the gas is argon. The sin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More