Preparation method for tension-roller thermal-sprayed coating
A technology of tension roller and thermal spraying, which is applied in the direction of coating, metal material coating process, melt spraying, etc., and can solve the problems that the tension roller cannot reach, the surface roughness of the tension roller is reduced, and scratches, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0016] The preparation method of tension roller thermal spray coating of the present invention comprises the steps:
[0017] Step 1. Pre-treat the surface of the tension roller, heat to remove residual oil stains and moisture on the surface, and perform sandblasting and texturing on the surface of the roller to achieve uniform surface roughness and no reflection;
[0018] Step 2. Thermal spraying treatment is carried out on the surface of the tension roller. The thermal spraying coating powder material adopts one of WC-Co, WC-CoCr, WC-NiCr or WC-Ni, and the thermal spraying parameter is an oxygen flow rate of 850-950 liters / min, kerosene flow rate 0.28-0.35 liters / min, spraying distance 300-500mm, powder supply speed 50-100g / min, the obtained coating thickness is ≥0.2mm;
[0019] Step 3: Carry out sealing treatment on the surface coating of the tension roller, configure the epoxy resin and curing agent according to the mass ratio of 100:40, stir evenly, and use a brush to dir...
comparative example )
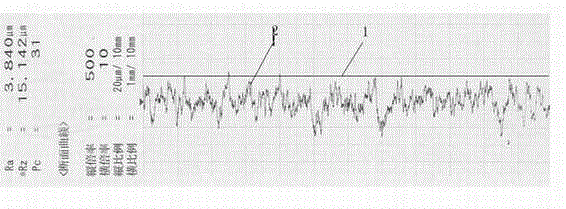
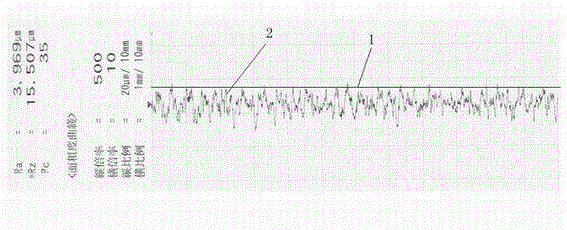
[0026] Hang the sample pieces on the edge of the tension roller, one of which is taken off directly after thermal spray coating (comparison case), and the other is taken off after treatment according to this method (implementation case), and the two samples are tested Microhardness test, falling ball impact test (5g steel ball, 500 balls each time, 3m stroke), surface roughness Ra and other performance inspection tests; the comparison results are shown in the table below, and the surface morphology is as follows figure 1 and figure 2 .
[0027] serial number case Coating Hardness Impact resistance Ra Surface topography 1 Comparative case sample HV1000~1200 ≥20 3.5~4.5 Difference 2 Implementation case sample HV1000~1200 ≥20 3.5~4.5 it is good
[0028] From the evaluation results of implementation case and comparison case, the microhardness, impact performance and Ra value of the sample prepared by this method are equivalent to t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com