

Method for preparing 3D printing material by use of recycled waste high-density polyethylene plastics
A high-density polyethylene and 3D printing technology, which is applied in recycling technology, plastic recycling, 3D object support structures, etc., can solve the problems of insufficient modification of additives, high price of nanotubes, and high total cost. Enhanced tensile strength and impact strength, low cost, and reduced performance loss
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] Preparation:
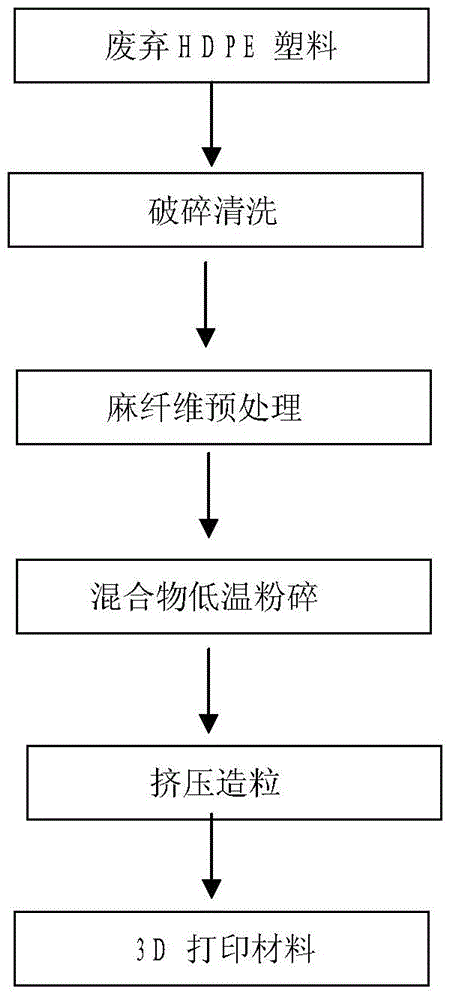
[0033] (1) Take recovered waste milk bottles, medicine bottles, shampoo and shower gel bottles and other HDPE, use a hard plastic crusher to crush them, and then put them into a plastic washing machine for thorough cleaning until there is no obvious dirt residue on the surface. Air-dried to obtain waste high-density polyethylene for use.
[0034] (2) Shred the hemp fiber, soak it in 18% NaOH solution for 2 hours with a temperature of 20° C., take it out, then fully wash it with deionized water, remove residual NaOH, filter out most of the water, and freeze-dry to constant temperature. Heavy standby.
[0035] (3) The discarded high-density polyethylene obtained in steps (1), (2), hemp fiber and other additives are mixed according to the following weight ratio: high-density polyethylene 10kg, hemp fiber 1kg, calcium silicate 1kg, wood Calcium sulfonate 1kg, coupling agent KH-57080g, compatibilizer maleic anhydride 1kg, plasticizer dimethyl phthalate 2kg a...
Embodiment 2
[0038] Preparation:
[0039] (1) Get the discarded high-density polyethylene, hemp fiber and other additives obtained in steps (1) and (2) of Example 1 and mix them in the following weight ratio: 10kg of high-density polyethylene, 2kg of hemp fiber, calcium silicate 2kg, 2kg of calcium lignosulfonate, 100g of coupling agent KH-550, 1kg of maleic anhydride compatibilizer, and 2.5kg of plasticizer dimethyl phthalate are placed in a liquid ammonia low-temperature pulverizer for pulverization, and the pulverization temperature is - 125°C, crushing time 1.5h, crushing fineness 50 mesh.
[0040] (2) Extrude and granulate the mixture powder obtained in step (3) using a twin-screw extrusion molding machine, the head temperature is 120°C, the screw speed is 100r / min, and the toughness, tensile strength and impact strength of the obtained granules are Raw waste high-density polyethylene plastic is stronger and can be used as a 3D printing material.
Embodiment 3
[0042] Preparation:
[0043] (1) Get the discarded high-density polyethylene, hemp fiber and other additives obtained in steps (1) and (2) of Example 1 and mix them by weight: 10kg of high-density polyethylene, 3kg of hemp fiber, lignin sulfonate Calcium acid 3kg, calcium silicate 3kg, coupling agent KH-570110g, maleic anhydride compatibilizer 1kg, plasticizer dimethyl phthalate 3kg are put into the liquid ammonia low-temperature pulverizer for pulverization, pulverization temperature -130 ℃, crushing time 2h, crushing fineness 60 mesh.
[0044](2) Extrude and granulate the mixture powder obtained in step (3) using a twin-screw extrusion molding machine, the head temperature is 125°C, the screw speed is 110r / min, and the toughness, tensile strength and impact strength ratio of the obtained granules are Raw waste high-density polyethylene plastic is stronger and can be used as a 3D printing material.
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More