

Manufacturing method of seamless steel pipe
A manufacturing method and technology of seamless steel pipe, applied in the field of seamless steel pipe, can solve the problems of casualty accident, property loss, low strength, cylinder explosion, etc., and achieve the effect of ensuring quality and structural strength, good welding performance, and ensuring uniformity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0058] The steps of this embodiment are the same as those described above, and the alloying element ratio is:
[0059] Carbon: 0.19%; Silicon: 0.30%; Manganese: 1.21%; Phosphorus: 0.009%; S: 0.01%; Chromium: 0.021%; Nickel: 0.027%; Molybdenum: 0.001%; Titanium: 0.004%; Vanadium: 0.046%; Copper: 0.039%; Aluminum: 0.025%; Carbon equivalent: 0.41%; the rest is molten steel.
Embodiment 2
[0061] This embodiment is the same as the first embodiment, and the difference lies in the ratio of alloy elements. The ratio of alloy elements in this embodiment is:
[0062] Carbon: 0.17%; silicon: 0.28%; manganese: 1.07%; phosphorus: 0.009%; sulfur: 0.011%; chromium: 0.022%; nickel: 0.028%; molybdenum: 0.001%; titanium: 0.004%; vanadium: 0.041%; Copper: 0.038%; Aluminum: 0.015%; Carbon equivalent: 0.37%; the rest is molten steel.
Embodiment 3
[0064] This embodiment is the same as the first embodiment, and the difference lies in the ratio of alloy elements. The ratio of alloy elements in this embodiment is:
[0065] Carbon: 0.15%; Silicon: 0.27%; Manganese: 0.98%; Phosphorus: 0.009%; S: 0.011%; Chromium: 0.022%; Nickel: 0.028%; Molybdenum: 0.001%; Titanium: 0.004%; Vanadium: 0.041%; Copper: 0.038%; Aluminum: 0.015%; Carbon equivalent: 0.33%; the rest is molten steel.
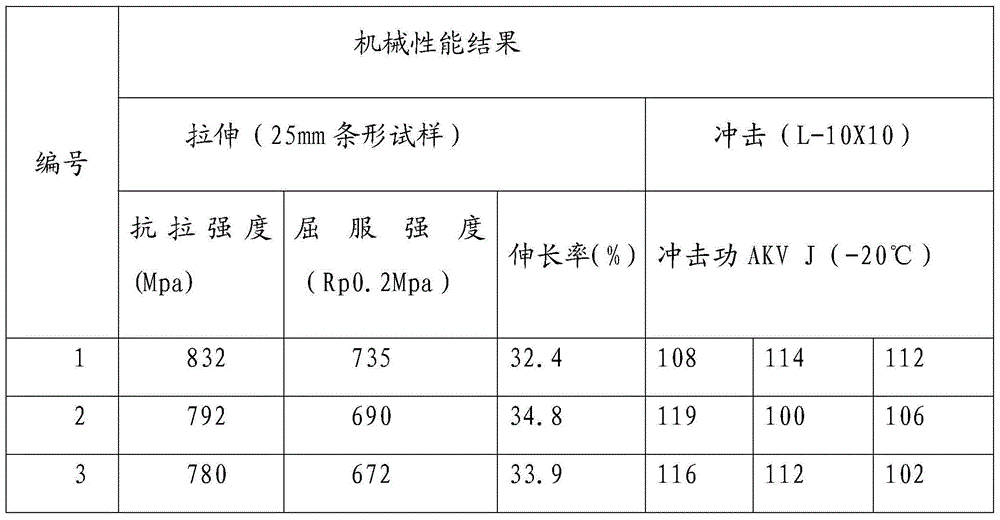
[0066] The performance indicators achieved by the three embodiments are shown in Table 1:
[0067] Table I
[0068]
[0069] From the performance indicators in Table 1:
[0070] Among them, the seamless steel pipe manufactured in Example 1 has the highest tensile performance, the tensile performance of the seamless steel pipe manufactured in Example 3 is at the lower limit of the design requirements, and the tensile performance of the seamless steel pipe manufactured in Example 2 is in the implementation. Between Example 1 and Example 3.
[0071] At the same...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Yield strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More