

Heat treatment method capable of reducing stress of spray-formed 7000 series aluminum alloy products
A technology of aluminum alloy products and heat treatment methods, applied in the field of heat treatment to reduce the stress of spray-formed 7000 series aluminum alloy products, to achieve the effects of solving deformation and cracking and improving comprehensive performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0025] The 7055 aluminum alloy spray-formed ingot is extruded (extrusion ratio 14.8) into a Φ130mm bar after being wagoned, and the bar is processed into a product blank. The wall thickness of the blank is about 12mm. The blank is subjected to T6 heat treatment. The heat treatment steps are as follows: :
[0026] a) Secondary solid solution treatment, room temperature rises to 450°C for 2 hours, keeps at 450°C for 3 hours, rises to 477°C for 0.5 hours, keeps at 477°C for 3 hours, and quenches at 50°C.
[0027] b) Single-stage peak aging treatment, the room temperature was raised to 120°C for 1 hour, and kept at 120°C for 24 hours.
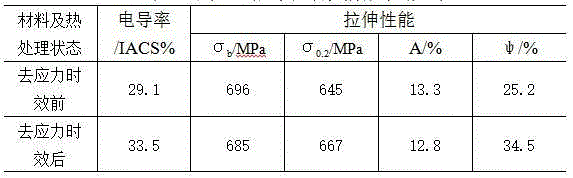
[0028] c) High temperature stress relief aging, heat preservation at 140°C for 10 hours.
[0029] In the above examples, compared with the product blank without high-temperature stress-relief aging, after high-temperature stress-relief aging, the tendency of cracking in the subsequent machining process is significantly reduced, the amount of defor...
Embodiment 2
[0033] Extrude the 7085 aluminum alloy spray-formed ingot into a plate with a specification of δ100mm×200mm, and the blanking length is 250mm. The plate is subjected to T76 heat treatment, and the steps are as follows:
[0034] a) Secondary solid solution treatment, room temperature rises to 450°C for 2 hours, keeps at 450°C for 3 hours, rises to 477°C for 0.5 hours, keeps at 477°C for 3 hours, and quenches at 50°C.
[0035] b) Two-stage artificial aging treatment, the room temperature was raised to 120°C for 1 hour, kept at 120°C for 8 hours, and then raised to 160°C for 12 hours for 1 hour.
[0036] After the heat treatment is completed, it is machined, the wall thickness of the product is about 15mm, and then a high temperature stress relief aging is carried out. The steps are:
[0037] c) High temperature stress relief aging, heat preservation at 140°C for 24 hours;
[0038] This is followed by a multi-pass finishing process, resulting in a final product with a wall thick...
Embodiment 3
[0041] The 7055 aluminum alloy spray-formed ingot is subjected to wagoning, reverse extrusion, forging, and machining, and is formed into a blank of a complex structure for aerospace with an outer diameter of 280mm, a wall thickness of 20mm, and a height of 750mm, with 7 rectangular holes, the largest of which is The largest rectangular hole is 180×150, the smallest rectangular hole is 90×65, and then T6 heat treatment and high temperature stress relief aging treatment are carried out. The heat treatment steps are as follows:
[0042] a) Secondary solid solution treatment, room temperature rises to 450°C for 2 hours, keeps at 450°C for 3 hours, rises to 477°C for 0.5 hours, keeps at 477°C for 3 hours, and quenches at 50°C.
[0043] b) Single-stage peak aging treatment, the room temperature was raised to 120°C for 1 hour, and kept at 120°C for 24 hours.
[0044] c) High temperature stress relief aging, heat preservation at 140°C for 24 hours.
[0045] After the heat treatment is...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More