

Corrosion-resistant abrasion-resistant multi-component nickel brass alloy and preparation method thereof
A technology of nickel brass and alloy, which is applied in the field of corrosion-resistant and wear-resistant multi-component nickel brass alloy and its preparation and processing, can solve the problem of weak resistance to dezincification corrosion and stress corrosion, and alloy properties that can only meet the needs of shallow sea areas and are difficult to meet Use requirements and other issues to achieve the effect of unique metallic luster, good cold and hot processing characteristics, and high strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0027] The preparation and processing technology of the copper alloy described in the present invention are: a. batching, feeding, smelting and casting according to weight percentage; b face milling; c. one cold rolling; d. trimming; e. one intermediate annealing; .pickling; g. secondary cold rolling; h. secondary intermediate annealing; i. pickling; j. finish rolling; k. low temperature annealing; l. pickling; library.
[0028] The alloy of the present invention is smelted using the following raw materials: electrolytic copper, industrial pure nickel, copper-manganese alloy, pure aluminum, pure indium, copper-boron alloy, copper-cobalt alloy, and phosphorus-copper alloy.
Embodiment 1
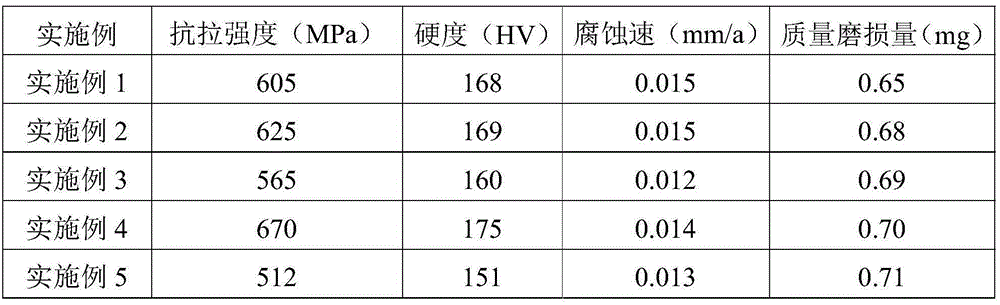
[0030] The composition of the alloy is shown in Example 1 of Table 1.
[0031] 1. Melting: use non-vacuum induction furnace for melting. The order of adding the alloy is: first add copper (Cu), after melting, then add pure aluminum (Al), nickel (Ni), copper-manganese alloy (Cu-Mn), then add zinc (Zn), and then add Copper-boron alloy (Cu-B), pure indium (In), copper-cobalt alloy (Cu-Co), add 0.5‰ phosphorus copper (Cu-P) alloy to deoxidize after passing the component test, and cover with calcined charcoal; the smelted The temperature is 1230°C, and the casting temperature is controlled at 1150°C.
[0032] 2. Face milling: face milling of the alloy (0.6mm milling on the upper and lower surfaces).
[0033] 3. Primary cold rolling: 80% deformation treatment is performed on the alloy strip after face milling.
[0034] 4. Primary annealing: put the cold-rolled strip into a bell-type heat treatment furnace for annealing, the annealing temperature is 500°C, and the holding time is ...
Embodiment 2
[0041] The composition of the alloy is shown in Example 2 of Table 1.
[0042]1. Melting: use non-vacuum induction furnace for melting. The order of adding the alloy is: first add copper (Cu), after melting, then add pure aluminum (Al), nickel (Ni), copper-manganese alloy (Cu-Mn), then add zinc (Zn), and then add Copper-boron alloy (Cu-B), pure indium (In), copper-cobalt alloy (Cu-Co), add 0.5‰ phosphorus copper (Cu-P) alloy to deoxidize after passing the component test, and cover with calcined charcoal; the smelted The temperature is 1200°C, and the casting temperature is controlled at 1140°C.
[0043] 2. Face milling: face milling of the alloy (0.6mm milling on the upper and lower surfaces).
[0044] 3. Primary cold rolling: the alloy strip after face milling is subjected to 85% deformation treatment.
[0045] 4. Primary annealing: put the cold-rolled strip into a bell-type heat treatment furnace for annealing, the annealing temperature is 500°C, and the holding time is 5...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| corrosion rate | aaaaa | aaaaa |
| Vickers hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More