

Hot-dipping technological method and device for preparing component gradient alloy material
A technology of alloy materials and process methods, applied in hot-dip plating process, metal material coating process, coating, etc., can solve the problems of difficult element composition screening, long alloy sample preparation cycle, slow element range screening, etc., to achieve Wide applicability, low cost and high efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
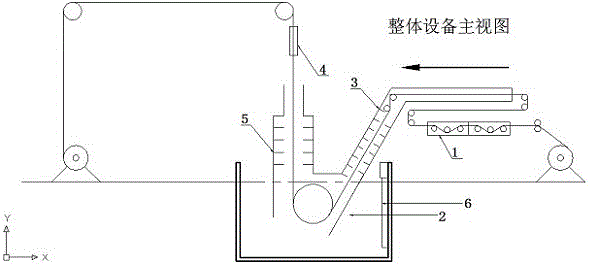
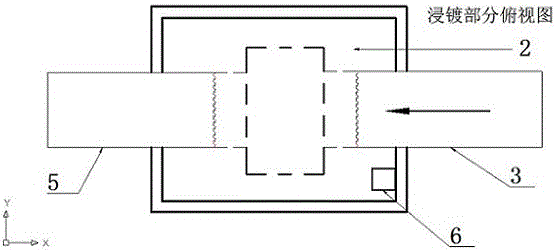
[0026] Experiments were carried out using hot-dip plating equipment for preparing composition graded alloy materials as attached figure 1 , with a length of 20 m and a diameter of 1 mm steel wire as the base material, installed on the dipping equipment. The plating solution alloy with the composition of 55Al–43.4Zn–1.6Si was completely melted and stirred evenly in a zinc pot, and the melting temperature of the plating solution alloy was 610 °C. Submerge the sinking roller and the annealing furnace of the immersion plating assembly in the plating solution, and continuously fill the annealing furnace with hydrogen pressure mixed gas (10%H 2 +90%N 2 ). Clean the surface of the steel wire with alkaline solution and acid solution to remove the oil and scale on the surface and expose the fresh Fe matrix. The cleaned steel wire was reductively annealed through an annealing furnace at 850 °C at a delivery rate of 1.0 m / min. After the steel wire is annealed, it enters the zinc pot ...
Embodiment 2
[0028] Experiments were carried out using hot-dip plating equipment for preparing composition graded alloy materials as attached figure 1 , using a steel strip with a length, width, and thickness of 15 m × 0.10 m × 0.01 m as the base material, which is installed on the dipping equipment. The plating solution alloy with the composition of 55Al–43.4Zn–1.6Si was completely melted and stirred evenly in a zinc pot, and the melting temperature of the plating solution alloy was 630 °C. Submerge the sinking roll and annealing furnace of the immersion-plating components in the plating solution, and continuously fill the annealing furnace with hydrogen-nitrogen mixed gas (10%H 2 +90%N 2 ). Clean the surface of the steel strip with alkaline solution and acid solution to remove the oil and scale on the surface and expose the fresh Fe matrix. The cleaned steel strip is conveyed at a speed of 0.6 m / min through an annealing furnace at 750 °C for reduction annealing. After the steel strip...
Embodiment 3
[0030] Experiments were carried out using hot-dip plating equipment for preparing composition graded alloy materials as attached figure 1 , with a length of 20 m and a diameter of 1 mm copper wire as the base material, installed on the immersion plating equipment. The alloy liquid with a composition of 99.5Mg–0.5Zr is completely melted in a crucible and stirred evenly. The alloy melting temperature is 680 °C, and it is used on the surface of the alloy liquid. Submerge the sinking roll and annealing furnace of the immersion-plating components in the plating solution, and continuously fill the annealing furnace with hydrogen-nitrogen mixed gas (10%H 2 +90%N 2 ). Clean the surface of copper wire with alkaline solution and acid solution to remove the oil and scale on the surface and expose the fresh Cu matrix. The cleaned copper wire was reductively annealed through an annealing furnace at 800 °C at a delivery rate of 1.2 m / min. After the copper wire is annealed, it enters the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More