

Diffusion welding method of dissimilar metal
A dissimilar metal, diffusion welding technology, used in welding equipment, metal processing equipment, welding/welding/cutting items, etc., can solve the problem of aluminum-steel brazing joints not resistant to air corrosion, differences in physical and chemical properties, and low joint reliability. problems, to achieve the effect of ensuring welding quality and welding rate, ensuring welding quality, and reducing deformation of weldments
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
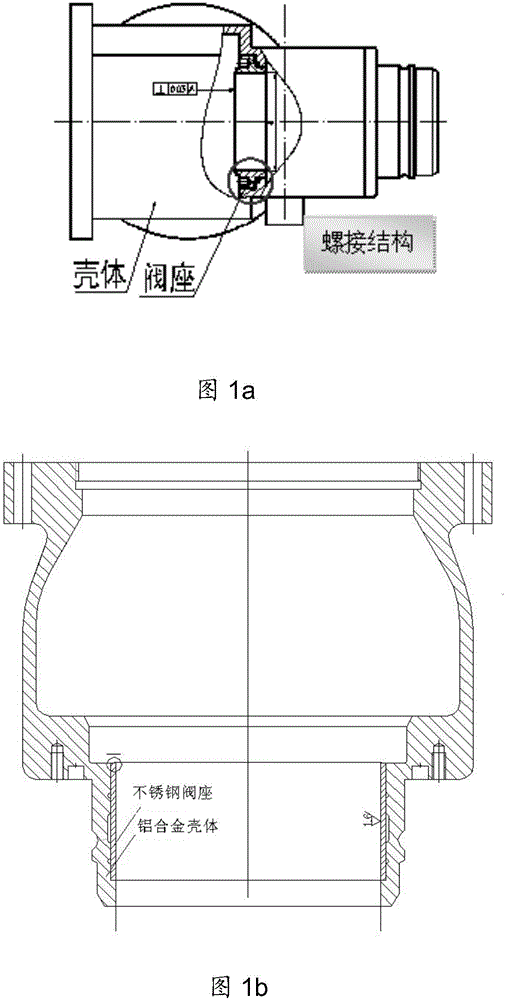
[0051] The following is an example of diffusion welding of dissimilar metals, aluminum alloy and stainless steel. Aluminum and steel are typical dissimilar metal welded joints, and are also one of the most difficult material combinations among dissimilar metals. In this embodiment, 0Cr18Ni9 stainless steel and LD10 aluminum alloy tubes are used.
[0052] (1) Welding joint design:
[0053] (1) The joint form of aluminum-clad steel: Since the thermal expansion coefficient of aluminum is much greater than that of stainless steel, the shrinkage of aluminum is greater than that of stainless steel when the joint is at room temperature or lower temperature, making the aluminum-steel joint stronger;
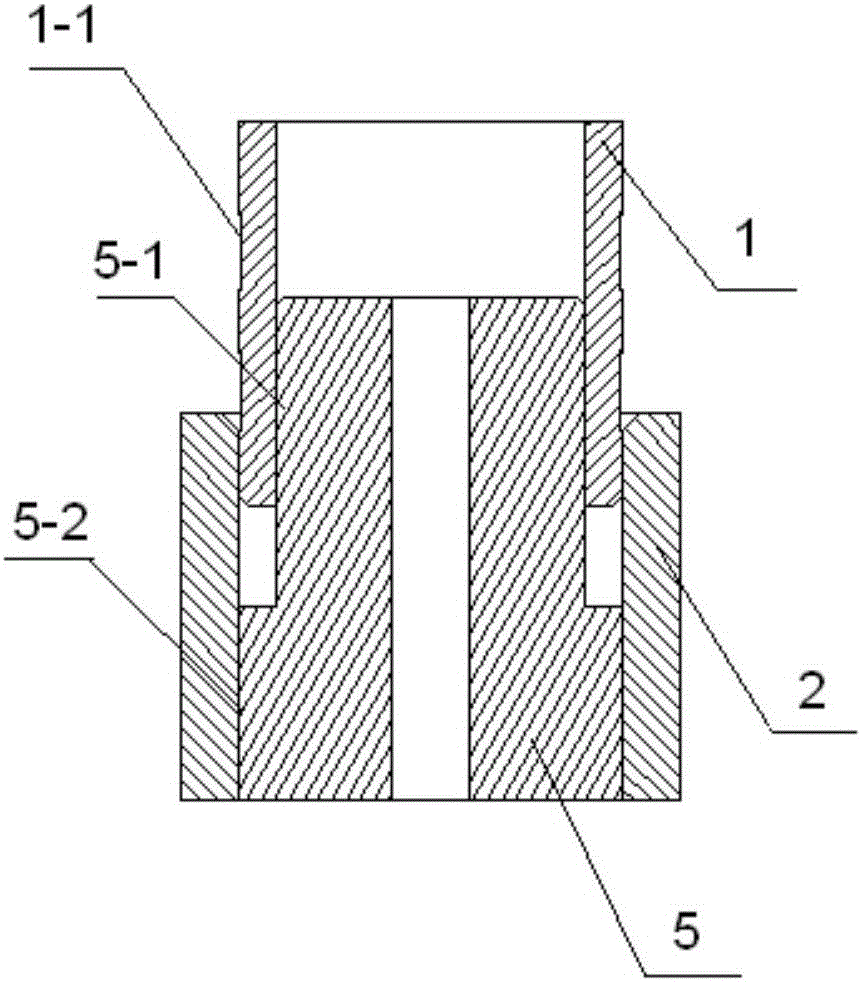
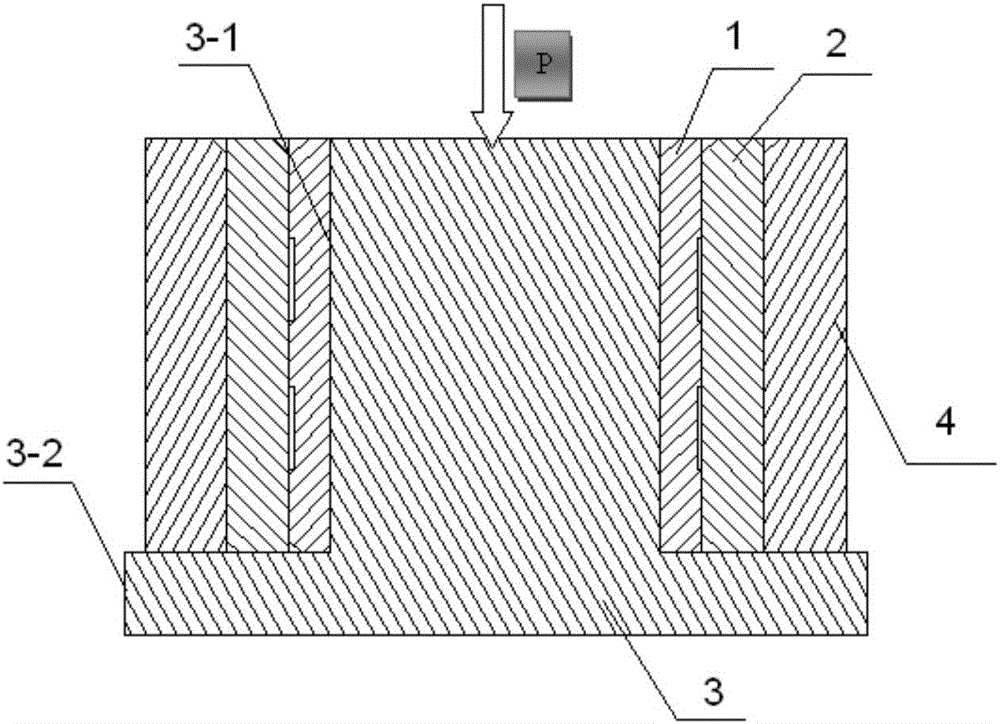
[0054] (2) The method of interference fit of the cylindrical surface: before welding, the inner wall of the aluminum alloy tube and the outer wall of the stainless steel tube are processed into an interference fit cylindrical surface. The design idea: ① Remove the oxide film on the surfa...
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More