Single-step pulse laser polishing method for metal surfaces
A pulsed laser and metal surface technology, applied in laser welding equipment, metal processing equipment, welding equipment, etc., can solve the problems of not achieving polished surface performance and small penetration depth
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
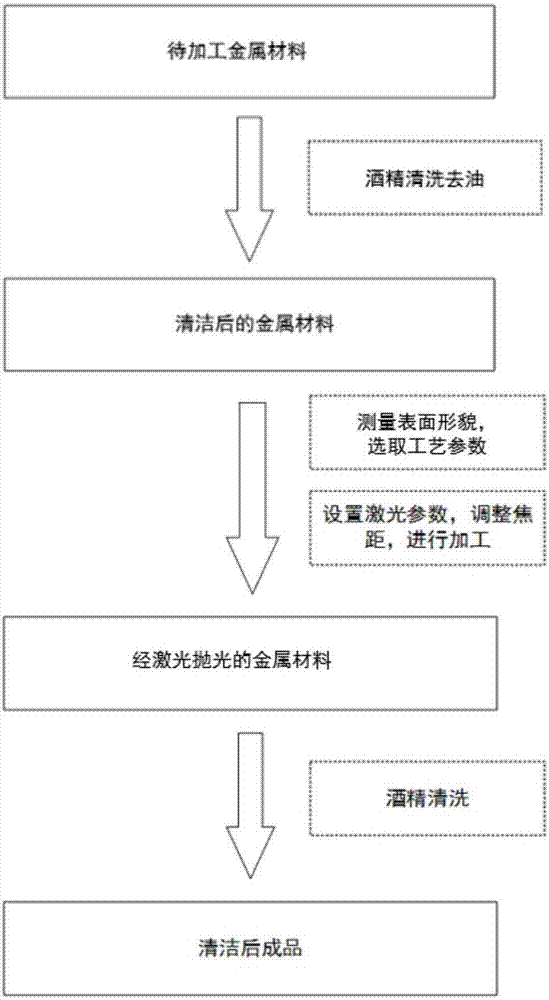
[0043] (1): Take a TC4 titanium alloy block with a surface roughness of about 5 μm, and simply clean and degrease the surface.
[0044] (2): Use a three-dimensional profiler to measure the surface to be polished.
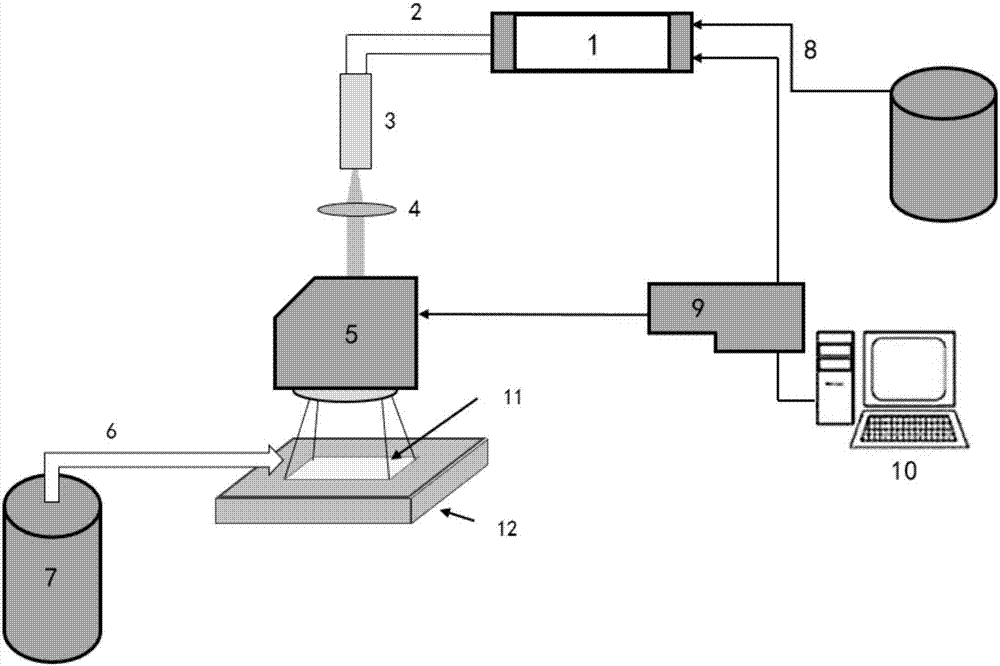
[0045] (3): Put the sample in such as figure 2 On the workbench of the nanosecond laser processing system of SPI company shown (using a fiber laser with a wavelength of 1060nm), set the laser power to 20W, set the pulse width to 200ns, the frequency to 500kHz, the scanning speed to 200mm / s, and set the scanning area The size is 50mm×50mm, the spot scanning overlap rate is 50%, the inert gas is turned on to protect the processing surface, and the laser processing system is started to start processing. (4): Remove the processed titanium alloy block from the workbench and wipe it with absolute alcohol.
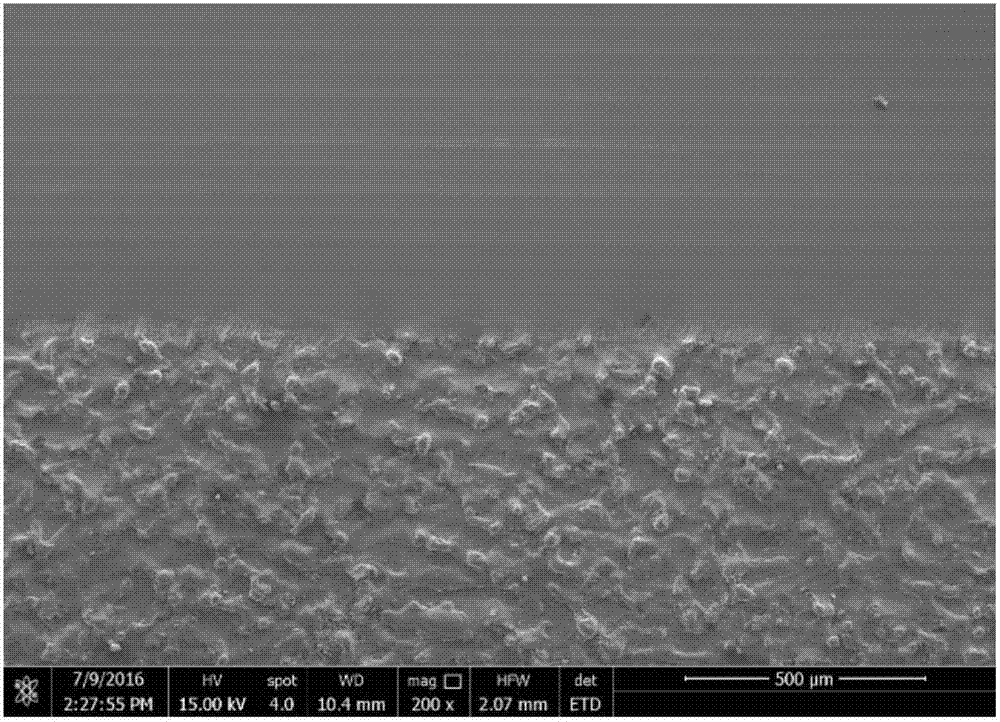
[0046] Such as image 3Shown is the electron micrograph of the laser polished and unpolished area boundary of the TC4 titanium alloy surface obtained after process...
Embodiment 2
[0048] (1): Take a copper alloy block with a surface roughness of about 20 μm, and simply clean and degrease the surface.
[0049] (2): Use a three-dimensional profiler to measure the surface to be polished.
[0050] (3): Put the sample in such as figure 2 On the workbench of the high-power laser processing system of SPI Company (using a fiber laser with a wavelength of 1060nm) shown, set the laser power to 100W, set the pulse width to 50μs, the frequency to 1kHz, and the scanning speed to 500mm / s, and set the scanning area The size is 50mm×50mm, the spot scanning overlap rate is 30%, the inert gas is turned on to protect the processing surface, and the laser processing system is started to start processing.
[0051] (3): Remove the processed steel block from the workbench and wipe it with absolute alcohol.
Embodiment 3
[0053] (1): Take a steel block with a surface roughness of about 1 μm, and simply clean and degrease the surface.
[0054] (2): Use a three-dimensional profiler to measure the surface to be polished.
[0055] (3): Put the sample in such as figure 2 On the workbench of the nanosecond laser processing system of SPI Company (using a fiber laser with a wavelength of 1060nm) shown, set the laser power to 20W, set the pulse width to 50ns, the frequency to 1MHz, and the scanning speed to 2000mm / s, and set the scanning area The size is 50mm×50mm, the spot scanning overlap rate is 70%, the inert gas is turned on to protect the processing surface, and the laser processing system is started to start processing.
[0056] (3): Remove the processed steel block from the workbench and wipe it with absolute alcohol.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Surface roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More