Preparation method of high-temperature anti-abrasion antioxidation coating
An anti-oxidation coating and wear-resistant technology, which is applied in coating, metal material coating process, fusion spraying, etc., can solve the problem of low bonding strength between coating and substrate, achieve excellent comprehensive performance and improve bonding strength , Reduce the effect of cracks and pores
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0031] A method for preparing a high-temperature wear-resistant and anti-oxidation coating of the present invention effectively improves the structure of the coating through heat treatment, reduces defects such as cracks and pores in the coating, and can further improve the comprehensive performance of the coating; the specific steps are as follows:
[0032] S1. Substrate cutting and cleaning
[0033] In the test process, the base material of the coating is Inconel 718 superalloy, and the base material bar is first cut into Use sandpaper to grind the surface of the sample, and then ultrasonically clean the polished sample in alcohol for 20-60 minutes to remove the oil stains on the surface of the sample;
[0034] S2, sample sand blasting treatment
[0035] Before spraying, sandblast the cleaned sample to improve the bonding strength of the coating. After sandblasting, the sample is ultrasonically cleaned in alcohol to clean the remaining sand on the surface of the sample;
...
Embodiment 1
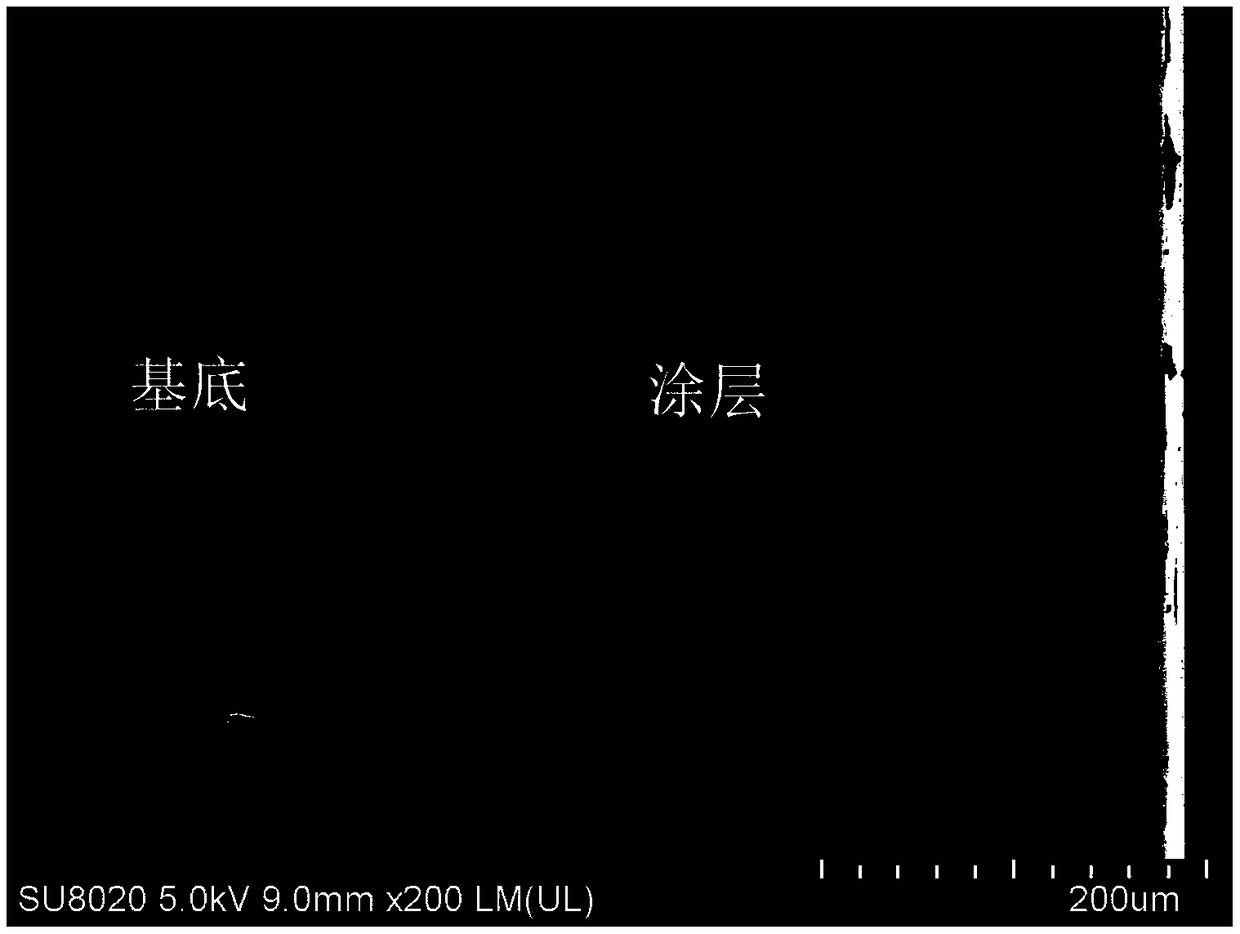
[0045] The spraying tests were carried out using a SulZer Metco 9M plasma spraying apparatus. The prepared spraying powder is dried in a vacuum drying oven to ensure the fluidity of the powder during the spraying process. Before spraying, preheat the base material first to reduce the temperature difference between the base and the spray powder, and effectively improve the bonding strength of the coating. When the base material is preheated to 400°C, the spraying test is carried out. During the spraying process, the Ar flow rate is 40L / min, the H 2 The flow rate is 5L / min, the spraying angle is 90°, the powder feeding rate is 42g / min, the current is 500A, the voltage is 55V, and the spraying distance is 100mm. The prepared coating contains a large number of defects such as cracks and pores, and the interface between the substrate and the coating also contains a large number of pores, such as figure 1 shown. The thickness of the coating is 320 μm, the microhardness is 329.8HV...
Embodiment 2
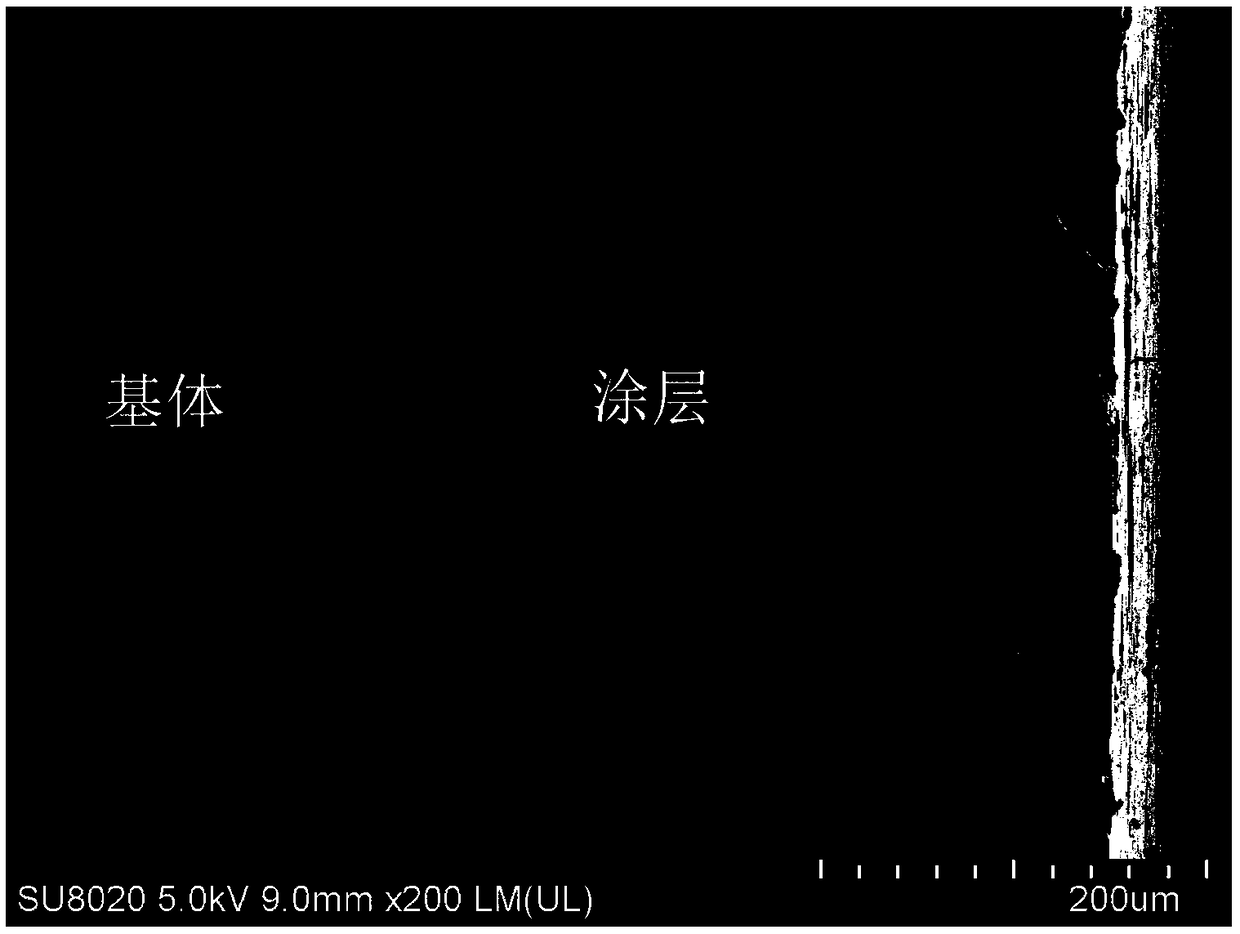
[0047] The coating of Example 1 was subjected to vacuum heat treatment at 900°C in a vacuum heat treatment furnace with a heating rate of 10°C / min, kept for 1 hour, and then cooled with the furnace. After heat treatment, defects such as cracks and pores in the coating structure are significantly reduced, and the pores at the interface between the substrate and the coating are also relatively reduced, such as figure 2 shown. The thickness of the coating is 350μm, the microhardness is 337.4HV, which is higher than that before heat treatment; the porosity is 6.71%, which is obviously lower than that before heat treatment. According to the requirements of ASTM C633 standard, the bonding strength of the coating measured on a universal testing machine is 54.0MPa, which is greatly improved compared with that before heat treatment. At the same time, the tribological properties of the coating were tested on the UMT high-temperature friction testing machine, and the wear rate of the c...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Particle size | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com