

Online creel reinforcement production method for spunbond needle-punched non-woven fabrics
A technology for spunbond non-woven fabrics and non-woven fabrics, applied in non-woven fabrics, textiles and papermaking, etc., can solve the problems of long production process, waste of manpower and power resources, complicated production operations, etc., to improve product performance, The effect of increasing tear resistance and improving dimensional stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
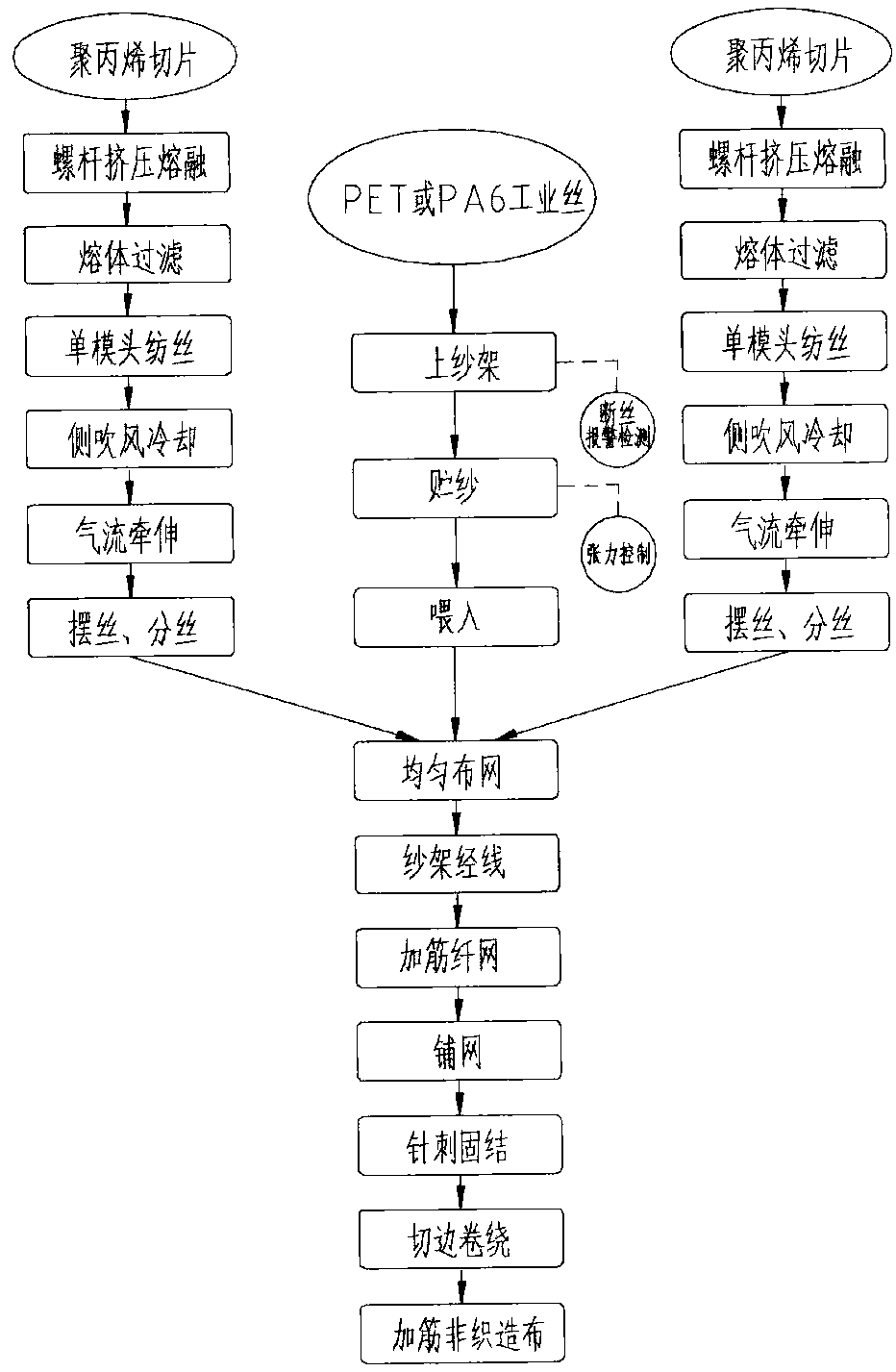
[0056] figure 1 In the schematic diagram of the present invention shown, it is the production process of adding polyamide industrial yarn on the line creel on the polypropylene spunbonded nonwoven fabric production line.
[0057] Gram weight is 200g / m 2 The production steps of polypropylene spunbonded filament nonwoven web are as follows:
[0058] 1. The steps of spunbonded nonwovens made of polypropylene:
[0059] (1) Material preparation: use polypropylene slices as raw material, melting point is 165°C;
[0060] (2) Screw extrusion melting: Polypropylene raw material enters the corresponding screw extruder and is extruded into a molten state. The temperatures of each heating zone of the screw extruder are 160°C, 200°C, 222°C, 242°C, 252°C, respectively. °C, 262 °C;
[0061] (3) Melt filtration: the polypropylene melt is filtered through a melt filter, and the pressure of the filter is 10Mpa;
[0062] (4) Single-die spinning: After filtering, it enters the single-die spi...
Embodiment 2
[0079] figure 1 In the schematic diagram of the present invention shown, it is the production process of adding polyester industrial yarn on the polypropylene spunbonded nonwoven fabric production line on the line creel.
[0080] Gram weight is 100g / m 2 The production steps of polypropylene spunbonded filament nonwoven web are as follows:
[0081] 1. The steps of spunbonded nonwovens made of polypropylene:
[0082] (1) Material preparation: use polypropylene slices as raw material, melting point is 165°C;
[0083] (2) Screw extrusion melting: Polypropylene raw material enters the corresponding screw extruder, extruded into a molten state, the temperature of each heating zone of the screw extruder is 160°C, 200°C, 222°C, 240°C, 250°C °C, 260 °C;
[0084] (3) Melt filtration: the polypropylene melt is filtered through a melt filter, and the pressure of the filter is 7Mpa;
[0085] (4) Single-die spinning: After filtering, it enters the single-die spinning box, is quantitati...
Embodiment 3
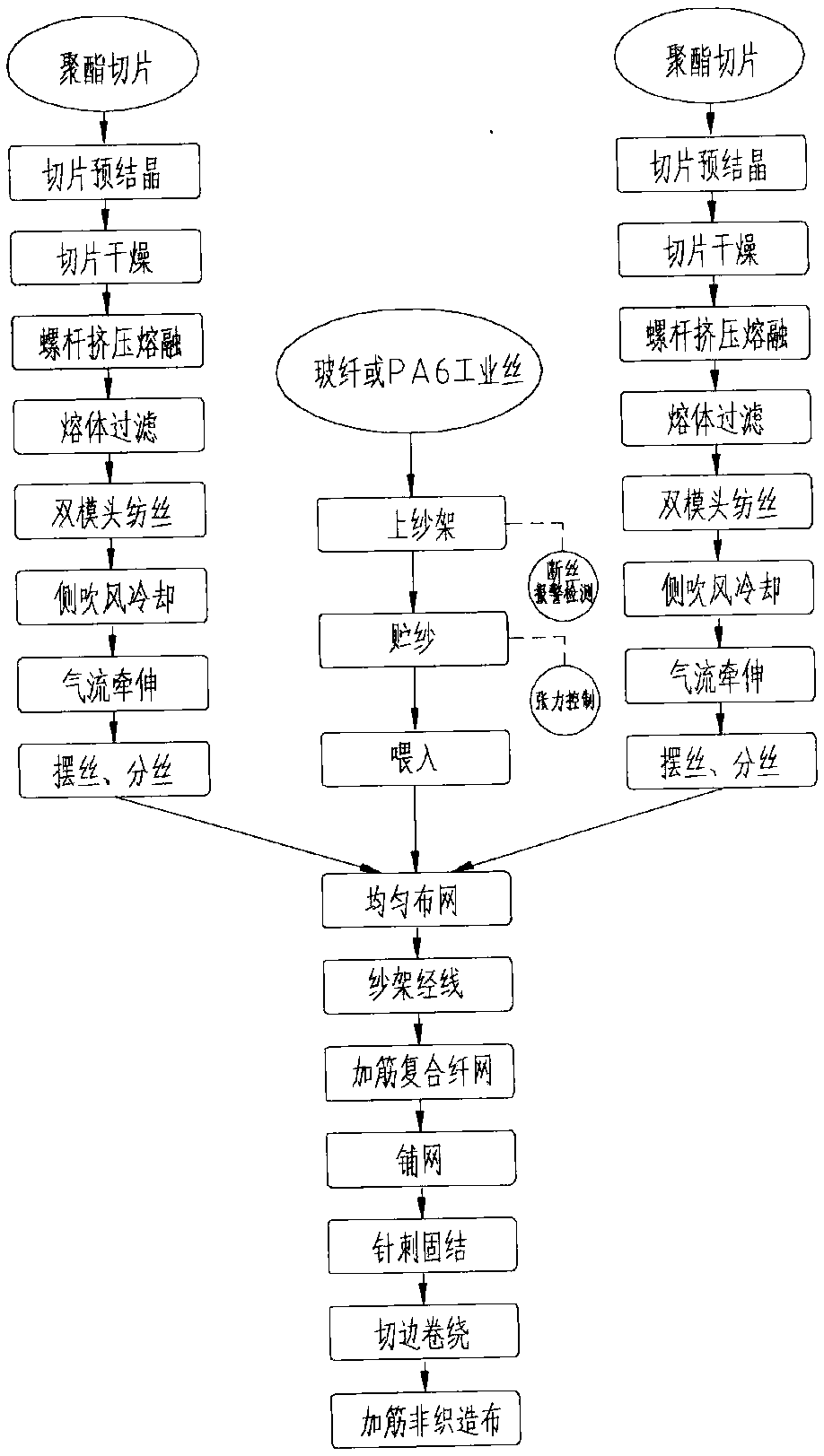
[0102] figure 2 In the schematic diagram of the present invention shown, it is the production process of adding polyamide 6 industrial yarn on the polyester spunbonded nonwoven fabric production line on the online creel.
[0103] Gram weight is 200g / m 2 The production steps of polyester spunbonded filament nonwoven web are as follows:
[0104] 1. The steps of spunbonded nonwovens made of polyester chips:
[0105] (1) Material preparation: polyester chips are used as raw materials, with a melting point of 260°C;
[0106] (2) Slice pre-crystallization: The polyester slices are transported into the pre-crystallizer correspondingly for crystallization, the crystallization temperature is 165°C, and the crystallization time is 20 minutes;
[0107] (3) Slice drying: fall into the corresponding drying tower by its own weight, the drying temperature is 170°C, the drying time is 6 hours, and the polyester dry chips or polyester dry bottle flakes contain 30ppm of water;
[0108] (4)...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More