

Arc welding method based on laser high-frequency oscillation molten pool
An arc welding method and high-frequency oscillation technology, which is applied to laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of low laser oscillation frequency and limited additional effect, so as to improve the nucleation rate of crystal nuclei and promote uniformity Nucleation, effect of increasing heat input
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0029] Embodiment 1, an arc welding method based on laser high-frequency oscillation molten pool, which includes the following steps:
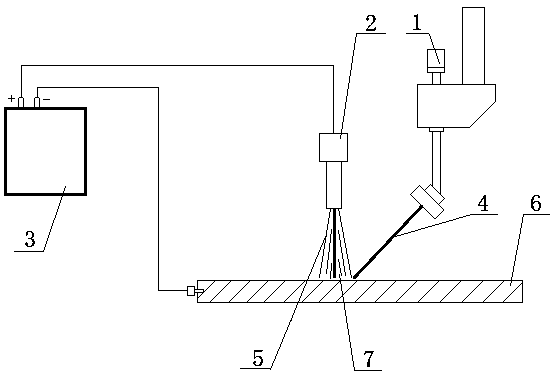
[0030] 1. The workpiece 6 to be welded is a 6mm thick 5052 aluminum alloy plate, and the ER5356 aluminum alloy welding wire with a diameter of 1.2mm is used as the wire material; the arc adopts a gas-shielded MIG arc, and the laser 1 is a Q-modulated Nd:YAG laser. The workpiece 6 to be welded is horizontally fixed on the welding platform, and the workpiece 6 to be welded is connected to the negative pole of the arc power supply 3 , and the metal wire is connected to the positive pole of the arc power supply 3 . Adjust the arc welding torch 2 so that the outgoing direction of the electric arc and the metal wire 5 forms an angle of 5° with the vertical plane, adjust the laser 1 so that the outgoing direction of the laser beam 4 and the electric arc 5 are symmetrically distributed along the plumb line, and the outgoing direction of the electric ar...
Embodiment 2
[0036] Embodiment 2, an arc welding method based on laser high-frequency oscillation molten pool, which includes the following steps:
[0037] 1. The workpiece 6 to be welded is a 2mm thick 5052 aluminum alloy plate, and the ER5356 aluminum alloy welding wire with a diameter of 1.0mm is used as the wire material; the arc adopts a gas-shielded MIG arc, the arc heat source travels at a speed of 10mm / s, and the shielding gas used is Pure argon, the flow rate of the shielding gas is 15L / min; laser 1 is a Q-modulated Nd:YAG laser. The workpiece 6 to be welded is horizontally fixed on the welding platform, and the workpiece 6 to be welded is connected to the negative pole of the arc power supply 3 , and the metal wire is connected to the positive pole of the arc power supply 3 . Adjust the arc welding torch 2 so that the outgoing direction of the electric arc and the metal wire 5 forms an angle of 5° with the vertical plane, adjust the laser 1 so that the outgoing direction of the l...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More