

Hot-rolled strip steel full-continuous production device and method for ferrite rolling
A technology of hot-rolled strip steel and production methods, applied in the direction of driving devices for metal rolling mills, metal rolling, length measuring devices, etc., can solve the problem that accurate detection and control cannot fully meet the temperature control of ferrite rolling control Requirements, high finish rolling temperature and coiling temperature, low finish rolling start temperature, etc., to achieve the effect of simple and efficient equipment production line, good finish rolling entrance temperature, and reduce cooling load
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
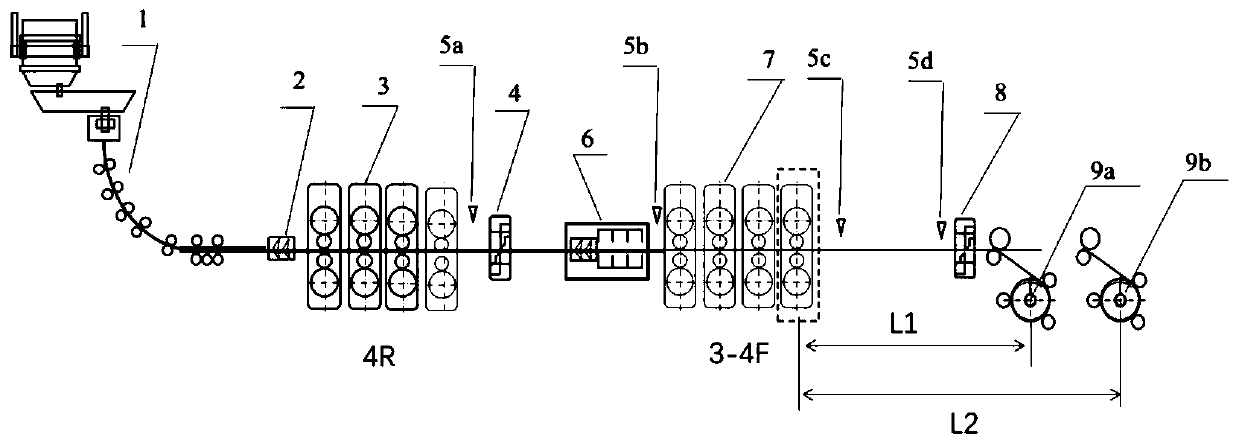
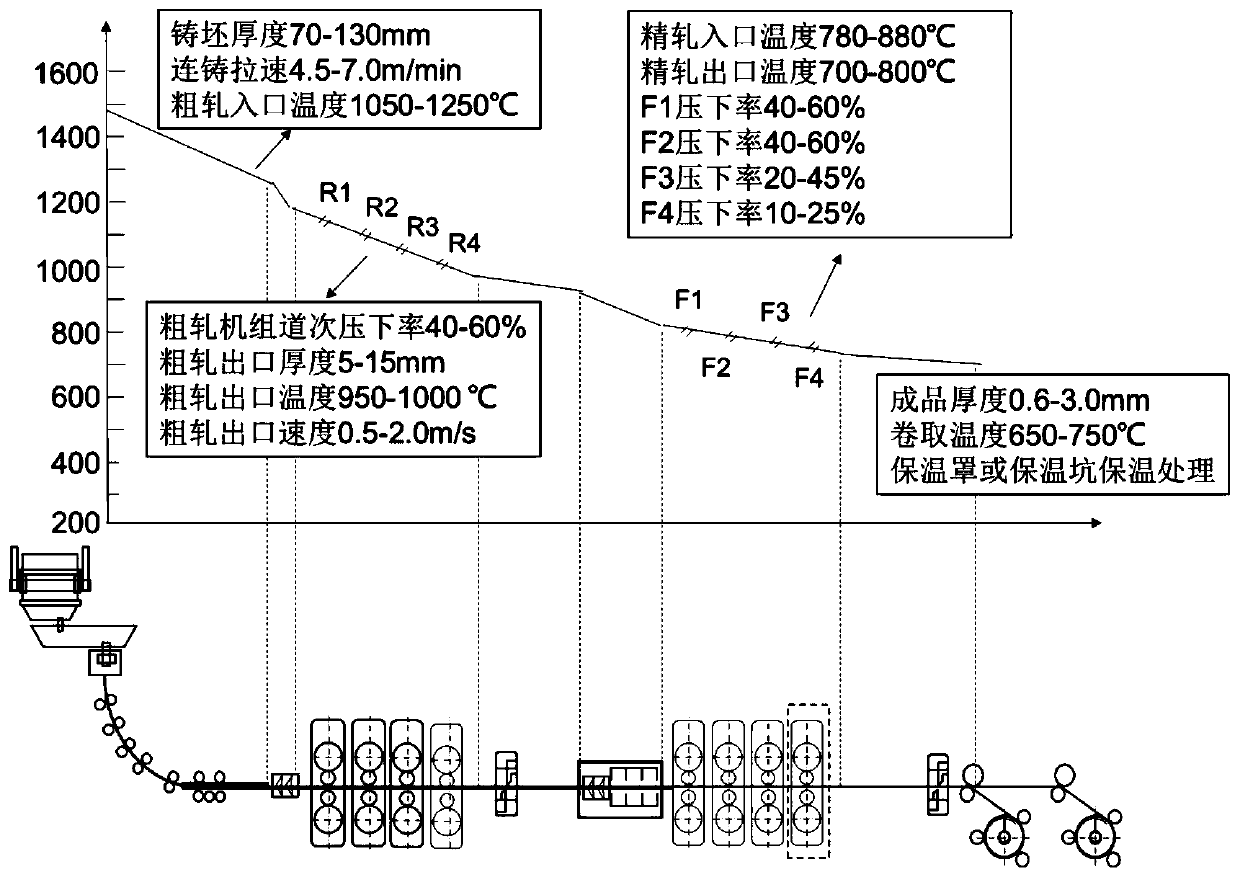
[0030] The chemical composition and mass percentage of low carbon steel are: C: 0.05%, Si: 0.10%, Mn: 0.20%, P: 0.010%, S: 0.005%, N: 0.0040%, and the rest is Fe. The thickness of the continuous casting slab is 130mm, and the casting speed is 4.5m / min. After the slab leaves the continuous casting machine, it is descaled by high-pressure water rotation, and the descaling pressure is 20MPa, and then directly enters the 4-stand large-pressure roughing unit for rolling. (The reduction rate is 50%, 50%, 40%, 40% respectively), the temperature of the slab before the rough rolling is 1080°C, the thickness of the intermediate slab after the rough rolling is 11.7mm, the exit speed is 0.83m / s, the exit The temperature is 950°C, and the intermediate billet enters the multi-functional controlled cooling device for high-pressure water descaling and controlled cooling. The temperature before the finishing mill is 810°C, and then the finishing rolling of 4 stands is carried out (respectively...
Embodiment 2
[0032] The chemical composition and mass percentage of low carbon steel are: C: 0.025%, Si: 0.07%, Mn: 0.10%, P: 0.010%, S: 0.004%, N: 0.0045%, and the rest is Fe. The thickness of the continuous casting slab is 70mm, and the casting speed is 7m / min. After the slab leaves the continuous casting machine, it is descaled by high-pressure water rotation, and the descaling pressure is 40MPa, and then directly enters the 4-stand large-reduction roughing unit for rolling. The temperature of the slab before rough rolling is 1150°C, the thickness of the intermediate slab after rough rolling is 5mm (reduction ratios are 60%, 50%, 40%, and 40%), the exit speed is 1.6m / s, and the exit temperature is At 980°C, the intermediate billet enters the multi-functional controlled cooling device for high-pressure water descaling and controlled cooling. The length of the multi-functional controlled cooling device is 5m, the pressure of high-pressure water descaling is 36MPa, and the cooling speed of ...
Embodiment 3
[0034] The chemical composition and mass percentage of ultra-low carbon steel are: C: 0.0035%, Si: 0.03%, Mn: 0.08%, P: 0.009%, S: 0.003%, N: 0.0040%, and the rest is Fe. The thickness of the continuous casting slab is 110mm, and the casting speed is 5.5m / min. The slab leaves the continuous casting machine for high-pressure water rotary descaling. Reduction rate is respectively 55%, 50%, 46%, 40%), the temperature of the slab before rough rolling is 1200 ℃, the thickness of the intermediate slab after rough rolling is 8mm, the exit speed is 1.26m / s, and the exit temperature is At 970°C, the intermediate billet enters the multi-functional controlled cooling device for high-pressure water descaling and controlled cooling. The length of the multi-functional controlled cooling device is 7m, the pressure of high-pressure water descaling is 32MPa, and the cooling speed of the cooling section is 30°C / s, and enters the finishing mill The previous temperature is 860°C, and then the fin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More