Method for laser welding of clad metal workpiece through CO2 laser device
A technology for laser welding and metal workpieces, applied in laser welding equipment, metal processing equipment, welding media, etc., can solve the problems of high welding cost, low quality, and hindering laser absorption, so as to improve welding quality, reduce manufacturing costs, and improve The effect of absorption rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
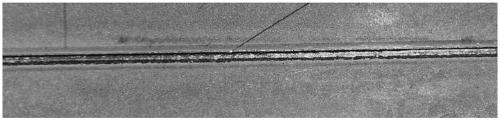
[0037] Such as figure 2 , Figure 5 Shown is the weld surface and cross-sectional topography of an embodiment obtained by using the welding method of the present invention. Among them, the welding workpieces are low-alloy high-strength steel plates with a thickness of 0.9mm and 1.4mm, and the surface is a hot-dip galvanized layer. This material is widely used in the manufacture of automobile bodies, and the welding assembly form is butt welding; laser welding power It is 2Kw, the welding speed is 2.3m / min, and the shielding gas is 98% Ar+2% O 2 , the gas flow rate is 15L / min.
[0038] Depend on figure 2 It can be seen that adding 2% O 2 After being used as a shielding gas, the surface quality of the weld is good, and no obvious oxidation phenomenon is observed in the weld. Depend on Figure 5 It can be seen that the cross-section of the weld nugget is well formed, and the diameter of the bottom nugget is 0.76mm.
Embodiment 2
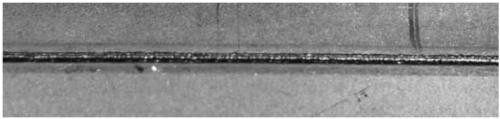
[0040] Such as image 3 , Figure 6 Shown is the weld surface and cross-sectional topography of another embodiment obtained by using the welding method of the present invention. Among them, the welding materials are low-alloy high-strength steel plates with a thickness of 0.9mm and 1.4mm, and the surface is hot-dip galvanized. The welding assembly form is butt welding; the laser welding power is 2Kw, the welding speed is 2.3m / min, and the shielding gas is 95% Ar+5% O 2 , the gas flow rate is 15L / min.
[0041] Depend on image 3 It can be seen that adding 5% O 2 After being used as a shielding gas, the surface quality of the weld is good, and no obvious oxidation phenomenon is observed in the weld. Depend on Figure 6 It can be seen that the cross-section of the weld is well formed, and the diameter of the bottom nugget is 0.81mm.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap