A kind of multi-layer laser-tig composite welding device and method of aluminum alloy thick plate
A hybrid welding, aluminum alloy technology, applied in laser welding equipment, welding equipment, welding/welding/cutting items, etc., can solve the problems of low filling and cover welding efficiency, poor laser gap adaptability, and poor welding stability, etc. Improve the utilization of laser energy, prolong the coagulation time, and reduce the effect of heat input
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
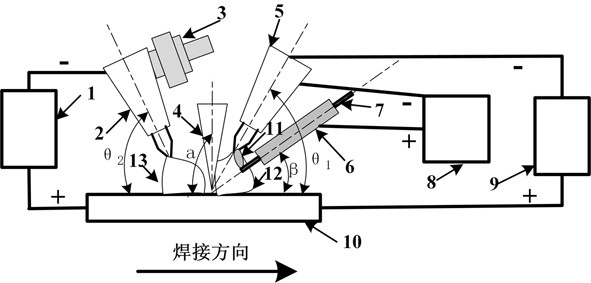
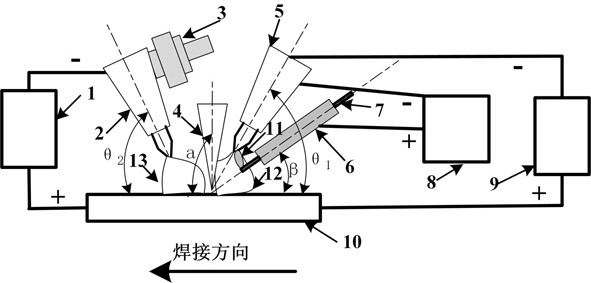
[0031] like figure 1 and 2 As shown, a multilayer laser-TIG hybrid welding device for aluminum alloy thick plates includes a first TIG power source 9, a second TIG power source 1 and a hot wire power source 8, wherein the negative electrode and the positive electrode of the first TIG power source 9 are respectively connected with the first TIG power source 9. A TIG welding torch 5 is connected to the aluminum alloy thick plate 10 to be welded, so that a molten pool arc 12 is formed between the first TIG welding torch 5 and the aluminum alloy thick plate 10 to be welded; A TIG welding torch 5 is connected to the welding wire 7, thereby forming a fuse arc 11 between the first TIG welding torch 5 and the bottom end of the welding wire 7; Welding aluminum alloy thick plates 10 are connected, thereby forming a heating arc 13 between the second TIG welding torch 2 and the aluminum alloy thick plate 10 to be welded. The surface of the thick alloy plate 10 emits a laser beam 4 .
...
Embodiment 2
[0041] This embodiment is an improvement on the basis of Embodiment 1. Its main structure is the same as that of Embodiment 1. The improvement is that the first TIG welding torch 5 is controlled by an ultrasonic horn 3 during the welding process. , vibrate back and forth along the welding direction.
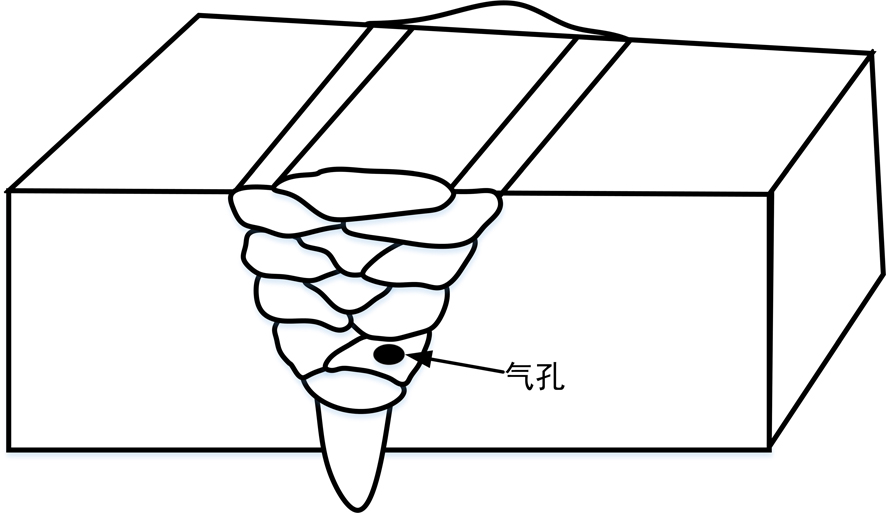
[0042] In this embodiment, by adding the ultrasonic horn 3, the ultrasonic vibration generated can stir the molten pool, and at the same time prolong the solidification time of the molten pool, which is conducive to the escape of welding bubbles from the molten pool, and reduces the porosity of the weld seam of bottom welding. .
[0043] The ultrasonic vibration frequency of the ultrasonic horn 3 is preferably 5-900kHz, and the vibration amplitude is preferably 1-10um.
Embodiment 3
[0045] This embodiment is another improvement on the basis of Embodiment 1. Its main structure is the same as that of Embodiment 1. The improvement lies in that: before the bottom welding is performed, the aluminum alloy thick plate 10 to be welded needs to be welded. Process a Y-shaped or U-shaped groove, and at the same time, perform surface treatment on the welding workpiece. Surface treatment refers to removing impurities on the surface of the welding workpiece, and then connecting the welding workpiece with the groove of the aluminum alloy thick plate 10 to be welded and fixing it with a welding fixture .
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com