

Method for guiding ultrahigh-power laser-electric arc welding through low-power laser and application
A laser-guided, low-power technology, applied to laser welding equipment, welding equipment, manufacturing tools, etc., can solve problems such as cost, air holes, undercut, spatter, and low welding efficiency, so as to improve laser absorption efficiency and reduce reflection Or refraction, to ensure the effect of welding quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
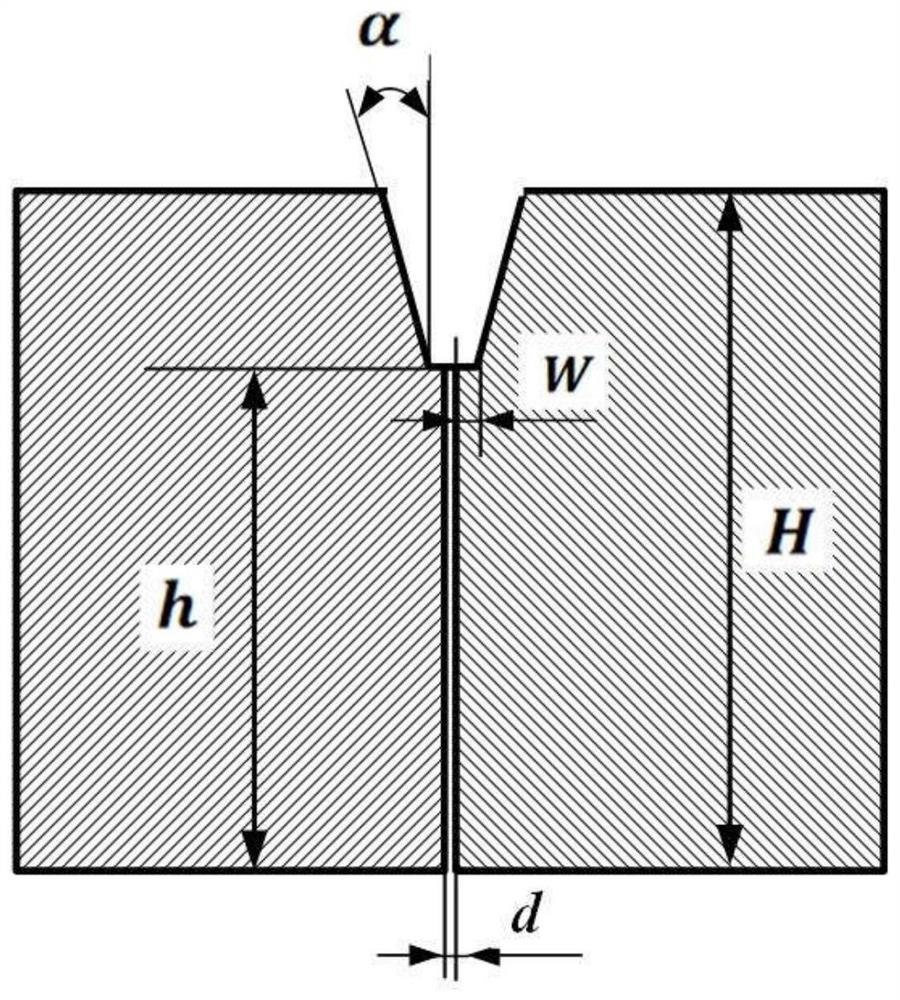
[0043] The material of the workpiece to be welded is Q460ME low-alloy high-strength steel. image 3 As shown, an 8° groove is opened, the blunt edge height h is 30mm, the groove platform width w is 1mm, the groove root gap d is 0.7mm, and the THT80-1 welding wire with a diameter of 1.2mm is selected. Before welding, the groove is cleaned and clamped, and the groove platform is fixed by multiple spot welding to prevent welding deformation due to excessive heat input during the welding process, and the gap at the root of the groove is not uniform.
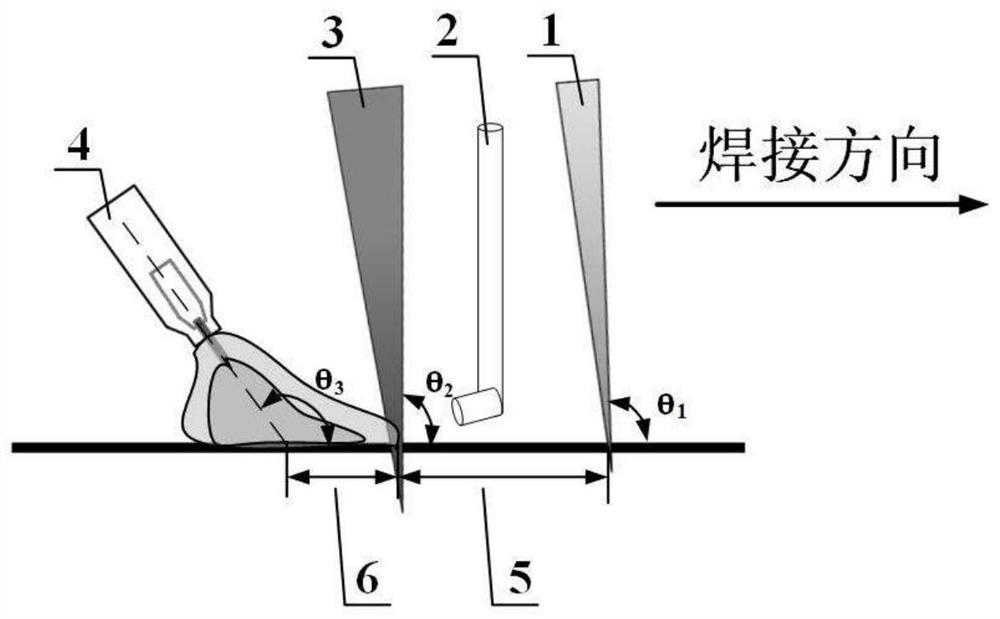
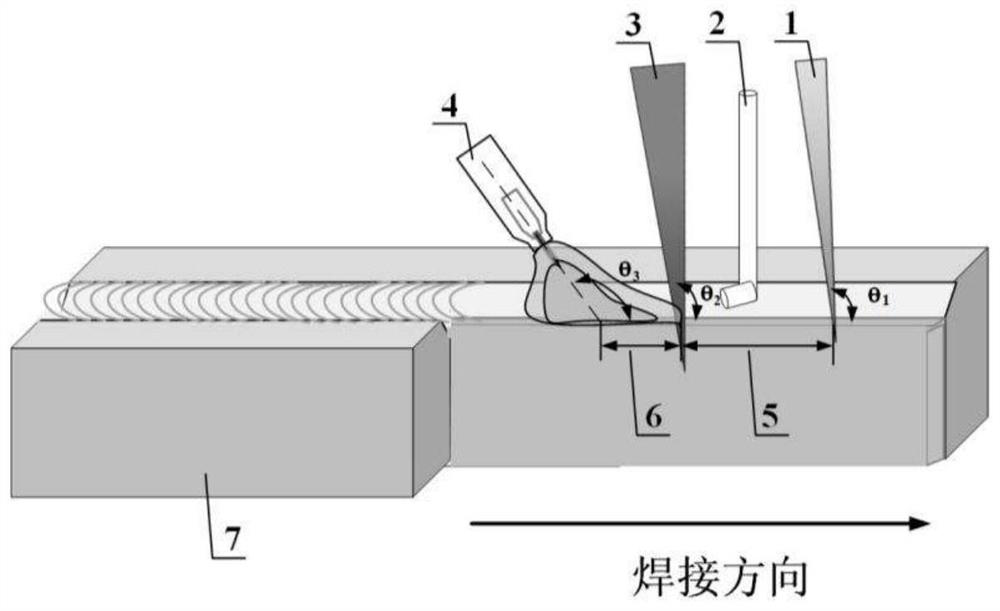
[0044] Preheating and melting the surface of the groove platform by using the front low-power laser beam to form a molten metal layer with a certain depth, so that the ultra-high-power laser in the middle can directly act on the molten metal layer to enhance the laser absorption efficiency and improve the welding process stability. During the implementation process, the power of the low-power laser is 7kw, the included angle with th...
Embodiment 2
[0046] The material of the workpiece to be welded is Q460ME low-alloy high-strength steel, the state of the profile is hot-rolled, the size of the plate is 500*200*30mm, the joint form is narrow gap groove butt joint, open 5° groove, blunt edge height 25mm, groove platform The width is 1mm, the groove root gap is 0.7mm, and the THT80-1 welding wire with a diameter of 1.2mm is selected. Before welding, the groove is cleaned and clamped, and the groove platform is fixed by multiple spot welding to prevent welding deformation due to excessive heat input during the welding process, and the gap at the root of the groove is not uniform.
[0047] Preheating and melting the surface of the groove platform by using the front low-power laser beam to form a molten metal layer with a certain depth, so that the ultra-high-power laser in the middle can directly act on the molten metal layer to enhance the laser absorption efficiency and improve the welding process stability. During the impl...
Embodiment 3
[0049] The workpiece material to be welded is Q460ME low-alloy high-strength steel, the state of the profile is hot-rolled, the specification of the plate is 500*200*40mm, the joint form is a narrow gap groove butt joint, a 15° groove, a blunt edge height of 35mm, and a groove platform The width is 1mm, the groove root gap is 0.7mm, and the THT80-1 welding wire with a diameter of 1.2mm is selected. Before welding, the groove is cleaned and clamped, and the groove platform is fixed by multiple spot welding to prevent welding deformation due to excessive heat input during the welding process, and the gap at the root of the groove is not uniform.
[0050] Preheating and melting the surface of the groove platform by using the front low-power laser beam to form a molten metal layer with a certain depth, so that the ultra-high-power laser in the middle can directly act on the molten metal layer to enhance the laser absorption efficiency and improve the welding process stability. Du...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Defocus amount | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
| porosity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More