

Device for Casting
a casting device and technology for casting, applied in casting apparatus, metal-working equipment, manufacturing tools, etc., can solve the problems of high energy requirements for this process, low strength-to-weight ratio of plastic, and difficulty in recycling and separating plastic from other materials in automobiles, etc., to achieve economic and practical reproduction, simple design, and low cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
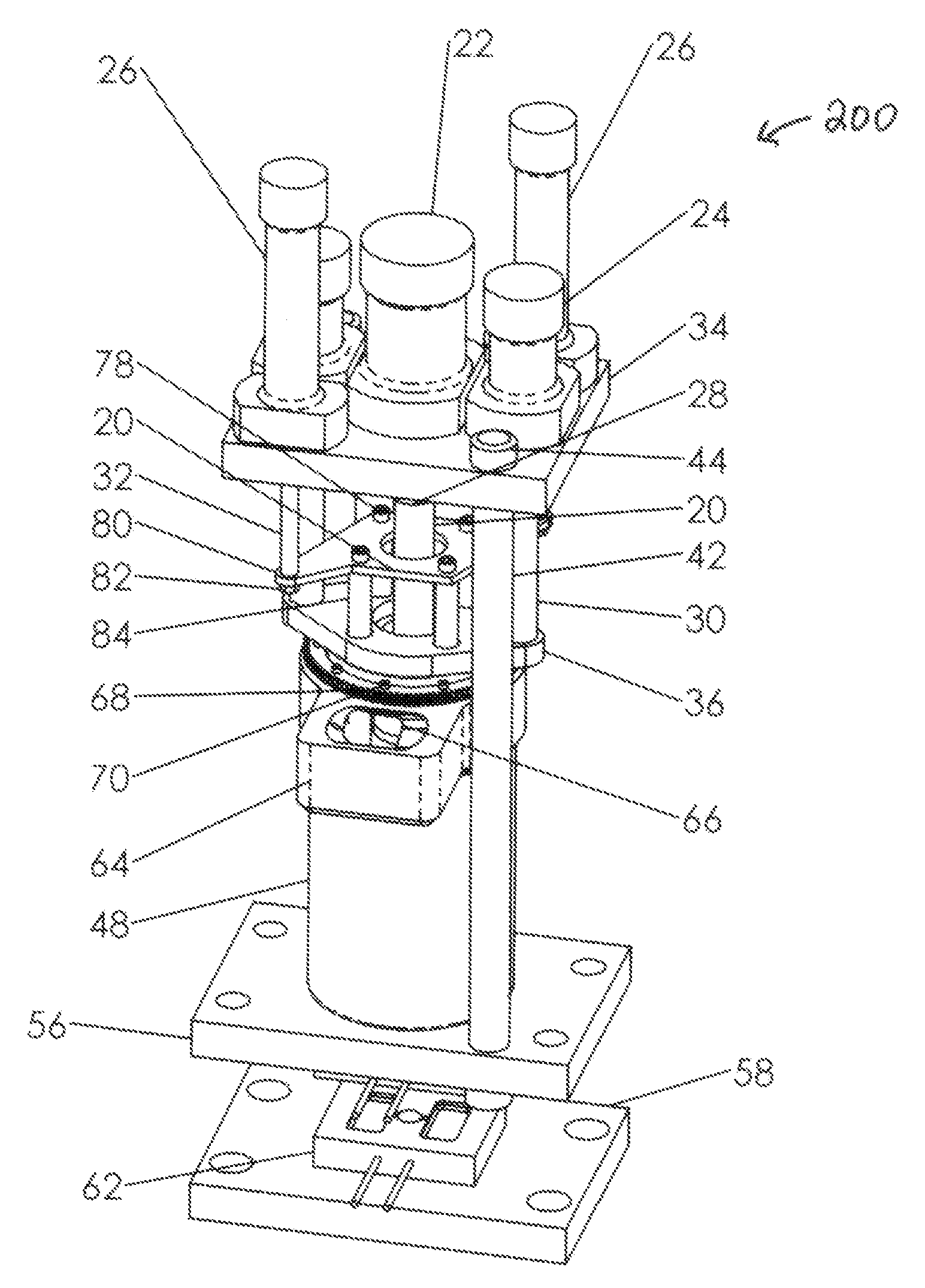
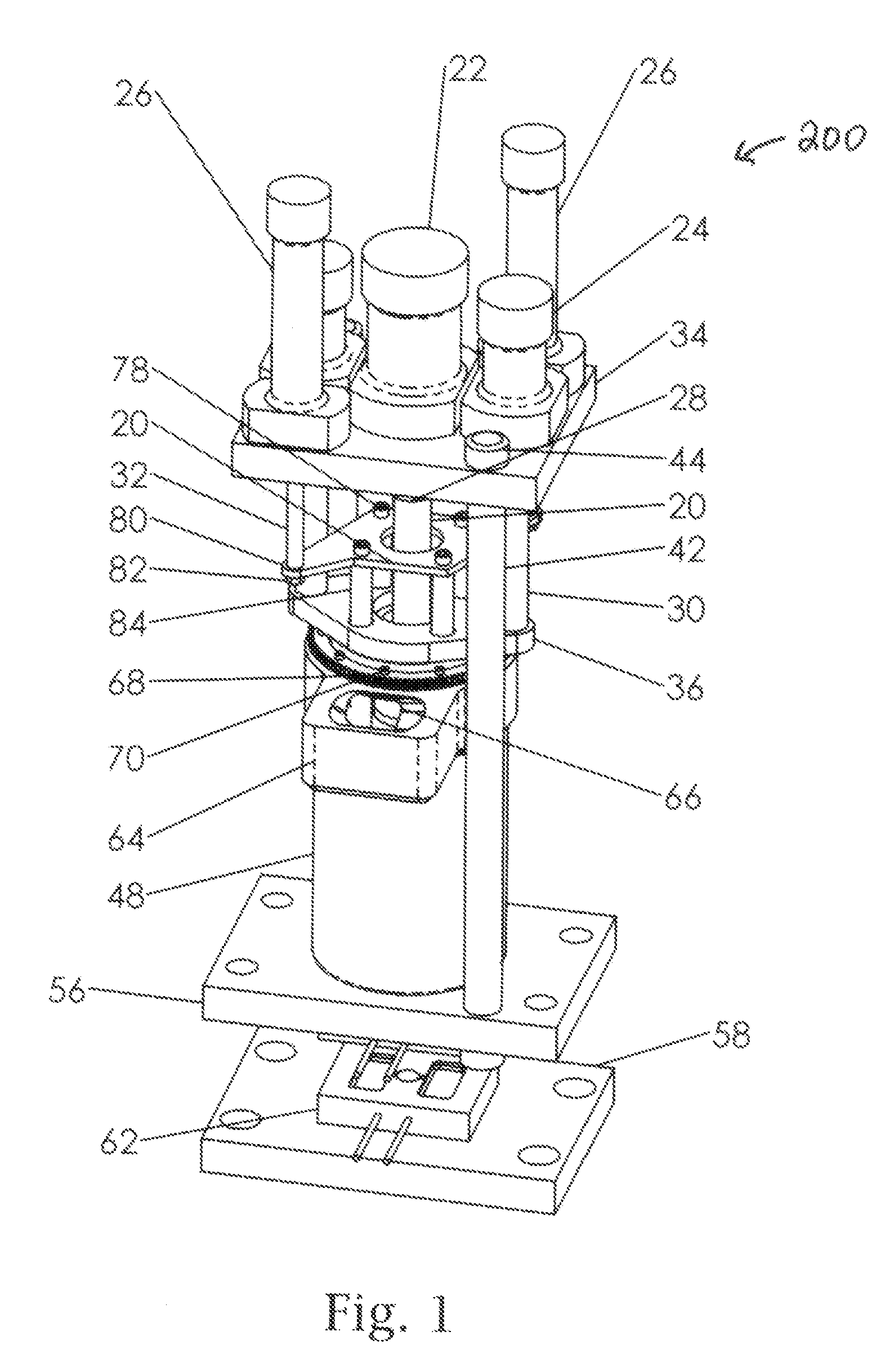
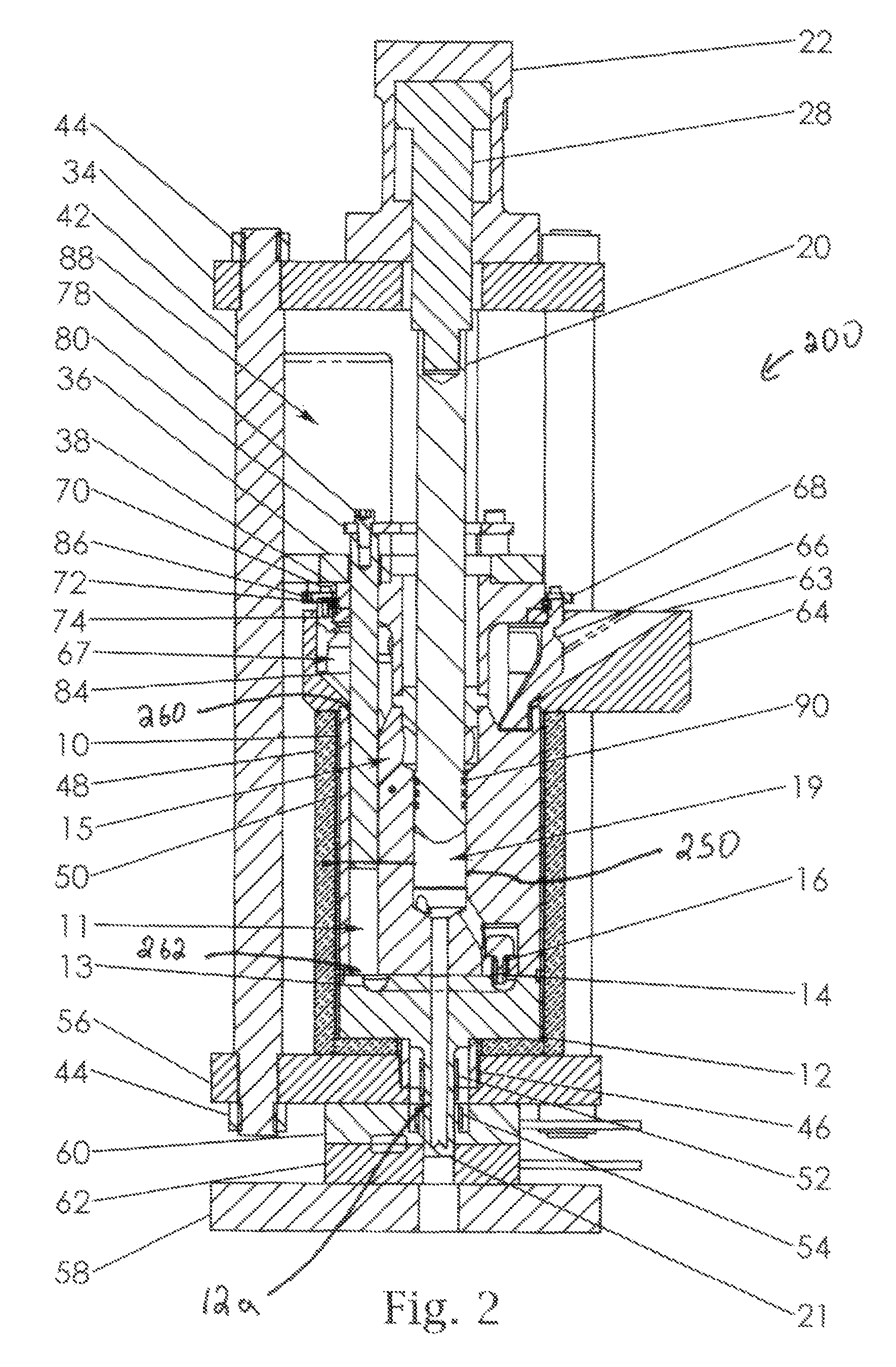
[0032]In the description of the preferred embodiment which follows, the cast part is preferably produced from magnesium alloy, preferably AZ91D, in a novel machine that will be illustrated and described below. This apparatus and method of casting high integrity parts is not limited to magnesium alloys and is equally applicable to any other type of metal, such as aluminum (Al), zinc alloys and any other alloy suitable for semisolid or liquidus processing. A high integrity part is understood to be one with minimal or no porosity or inclusions and metallurgical composition with a preferred dendrites free structure. Furthermore, specific temperature ranges used in the description will be relevant for magnesium alloy, but do not preclude the use of other alloys. The maximum operating temperature for this invention is preferably 700° C., however the actual operating temperature is limited only by the current availability of special materials capable of withstanding the harsh conditions im...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melt temperature | aaaaa | aaaaa |
| liquidus temperature | aaaaa | aaaaa |
| shrinkage | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More