Railroad rails eventually
wear out as a result of normal usage.
Such rails are however often prematurely retired from service as a result of various forms of thermo-mechanical deterioration.
For example, a great deal of thermo-mechanical deterioration is associated with metallurgical transformations of the rail steel from the original, relatively tough, pearlitic
microstructure to more brittle microstructures such as
bainite and / or
martensite—with associated loss of the
austenite /
bainite /
martensite steel material through spalling.
Again, thermo-mechanical deterioration is caused by the heat generated by friction when the
train's wheels skid on railroad rails during extreme braking operation.
Again, RCF produces the undesired form of steel material loss known as “shelling” wherein the rolling action of a steel
railroad wheel over a steel rail produces mechanical stresses in the rail that—in their own right—contribute to a rail's deterioration.
That is to say that
rolling contact fatigue can occur even if the rail does not experience metallographic changes attributed to temperature effects.
In any case, rolling
contact fatigue is related to both the strength of the rail surface and to the load applied to it.
Modern railroad rails are being called upon to carry out increasingly severe duties.
The relatively high loads carried by the rails lead directly to higher levels of rolling
contact fatigue.
The use of hard steels notwithstanding, the incidence of shelling type defects in railroad rails is increasing as a result of the greater loads they are currently called upon to carry.
And as previously discussed, if a rail is heated to high enough temperatures, the stresses produced therein can exceed the yield strength of that rail steel.
For example, elevated temperatures in a steel rail serve to reduce its ability to
resist mechanical loading owing to the steel's diminished
mechanical strength above certain temperatures.
Moreover, the longer a steel rail experiences elevated temperatures, the greater the degree of shelling that will result from this time related circumstance.
Unfortunately, to varying degrees, these properties range from being metallurgically antagonistic to being metallurgically incompatible.
Conversely, when a steel is alloyed to be more resistant to thermo-generated deterioration, this usually implies that the steel will be less hard, and hence, inherently less
wear resistant.
Such steels are not, however, particularly resistant to thermo-mechanical deterioration.
Conversely, it is also well known that medium carbon steels having carbon contents
ranging from approximately 0.45 to 0.55 weight percent are more resistant to thermo-mechanical deterioration than harder steels, but they are generally less
wear resistant.
However, it also should be appreciated that some of these custom based statements can lead to certain misunderstandings.
This all goes to say that the
wear resistance versus thermo-
mechanical resistance problem has a persistent dilemmatic quality that continues to thwart the railroad industry's attempts to extend the useful life of railway rails.
Conversely, heat-producing
railroad wheel skids over such rails are relatively unpredictable.
Worse yet, thermo-generated deterioration tends to produce damage that is much more immediate and much more severe in nature.
Thus far, alloying practices have been of somewhat limited value in dealing with the
wear resistance vs. thermo-mechanical deterioration dilemma.
For example, even though the constitution of three component steels can theoretically be deduced from
ternary phase diagrams, they are often rather difficult to interpret.
Their practical value is also limited by the fact that they only describe equilibrium cooling conditions.
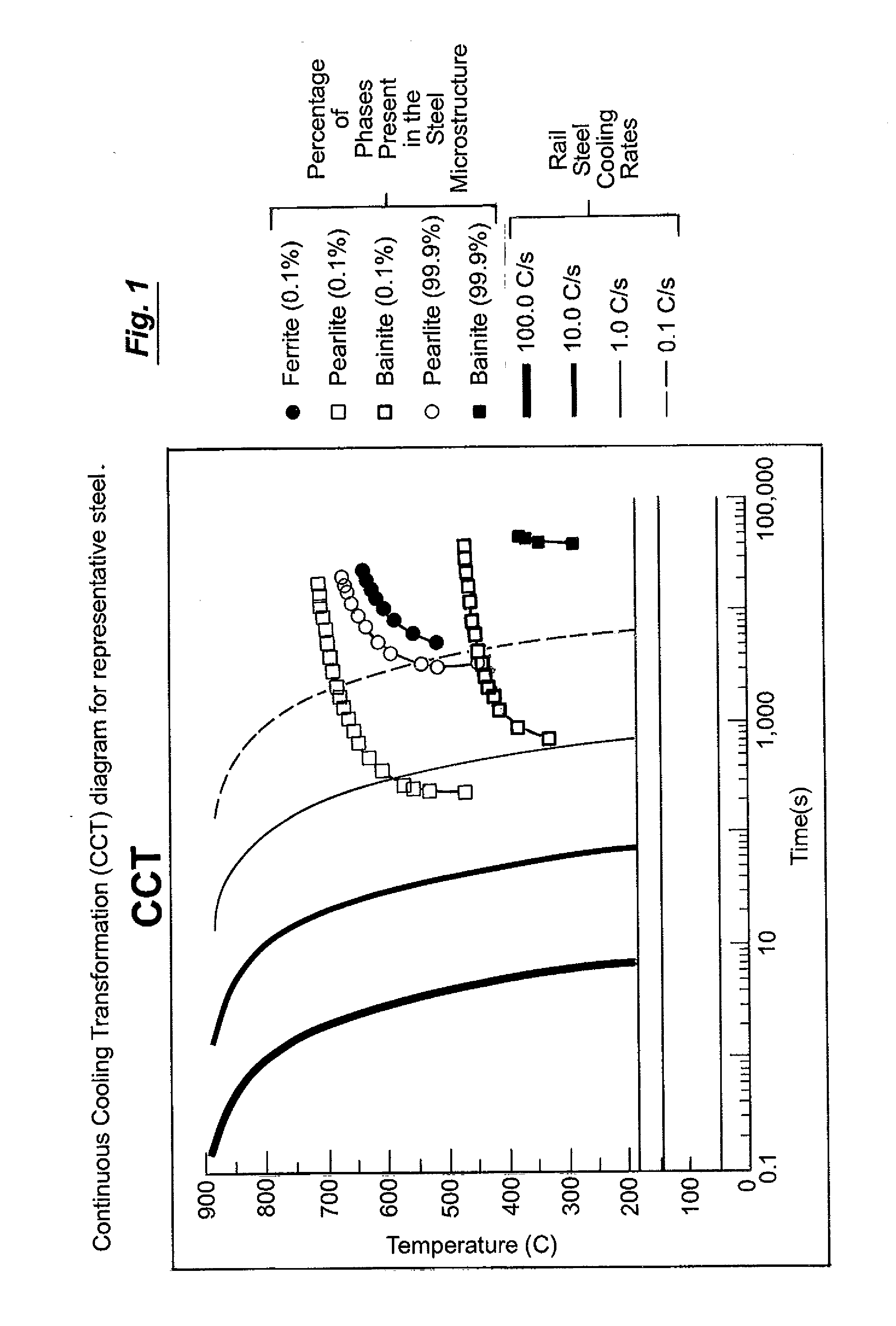
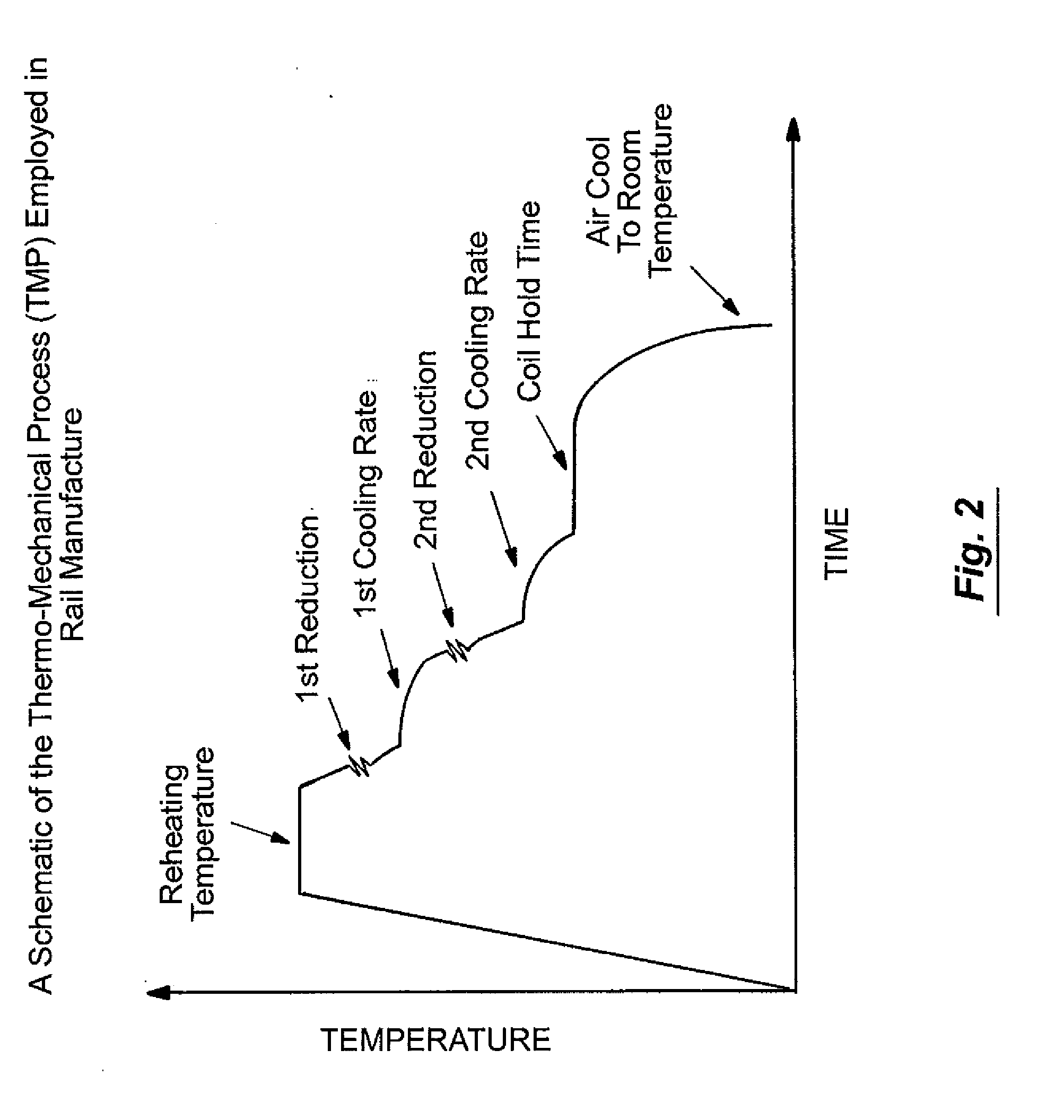
Therefore, since most modern railroad rail steels are both
heat treated during their manufacture and contain more than three alloying components, much more complex graphing methods (e.g., Temperature
Time Transformation diagrams) must be employed and interpreted—thus far with varying degrees of success as far as railroad rail steels are concerned.
Further complexities arise from various heat treatment processes to which steels are usually exposed.
In closing their comments concerning the prior art concerning steel railroad rails, applicants would say that even though a great deal has been learned about rolling
contact fatigue in the rail head, the fact remains that such damage mechanism contributes in a significant way to the accelerated wear of rails.
Indeed, rolling contact fatigue problems are becoming more and more pronounced as rails are utilized to carry heavier and heavier loads as well as more
tonnage of traffic.



 Login to View More
Login to View More