

Method for smithing GH4169 alloy plate shaped forgeable piece in air at an approximately equal temperature
A GH4169, isothermal forging technology, applied in the field of warm forging, can solve the problems of difficulty in obtaining consolidated powder blanks, many technical problems and great difficulties, and achieve the effects of excellent structure and performance, reducing forging costs and refining grains
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] To implement the near-isothermal forging method of the GH4169 alloy disc forging in the air of the present invention, it is necessary to provide a forging furnace, a rolling mill, a forging press with a forging die and a ring heating furnace, and cast or forged GH4169 alloy original bars.
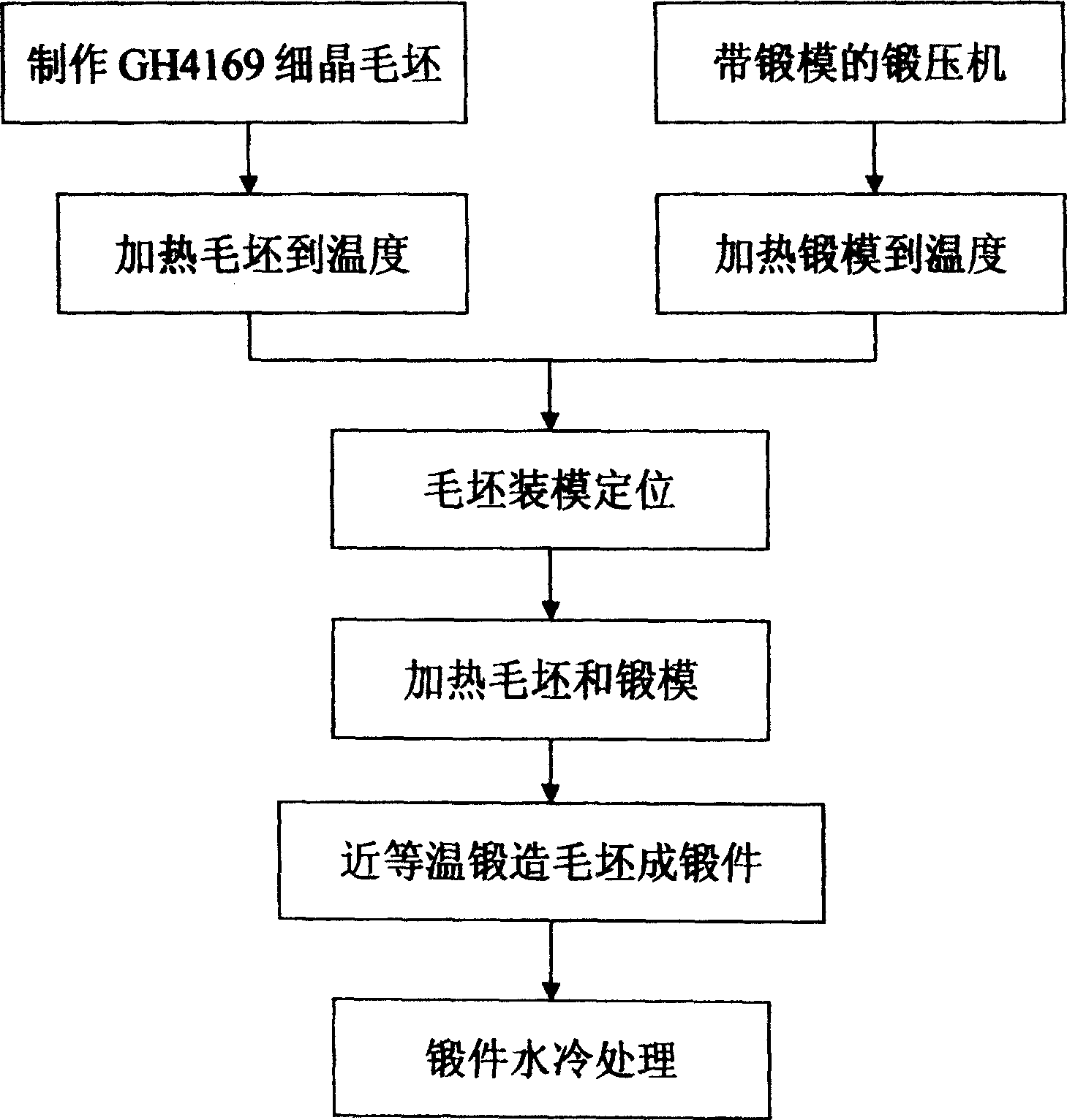
[0029] figure 1 The process flow of near-isothermal forging of GH4169 alloy disc forging in air is shown.
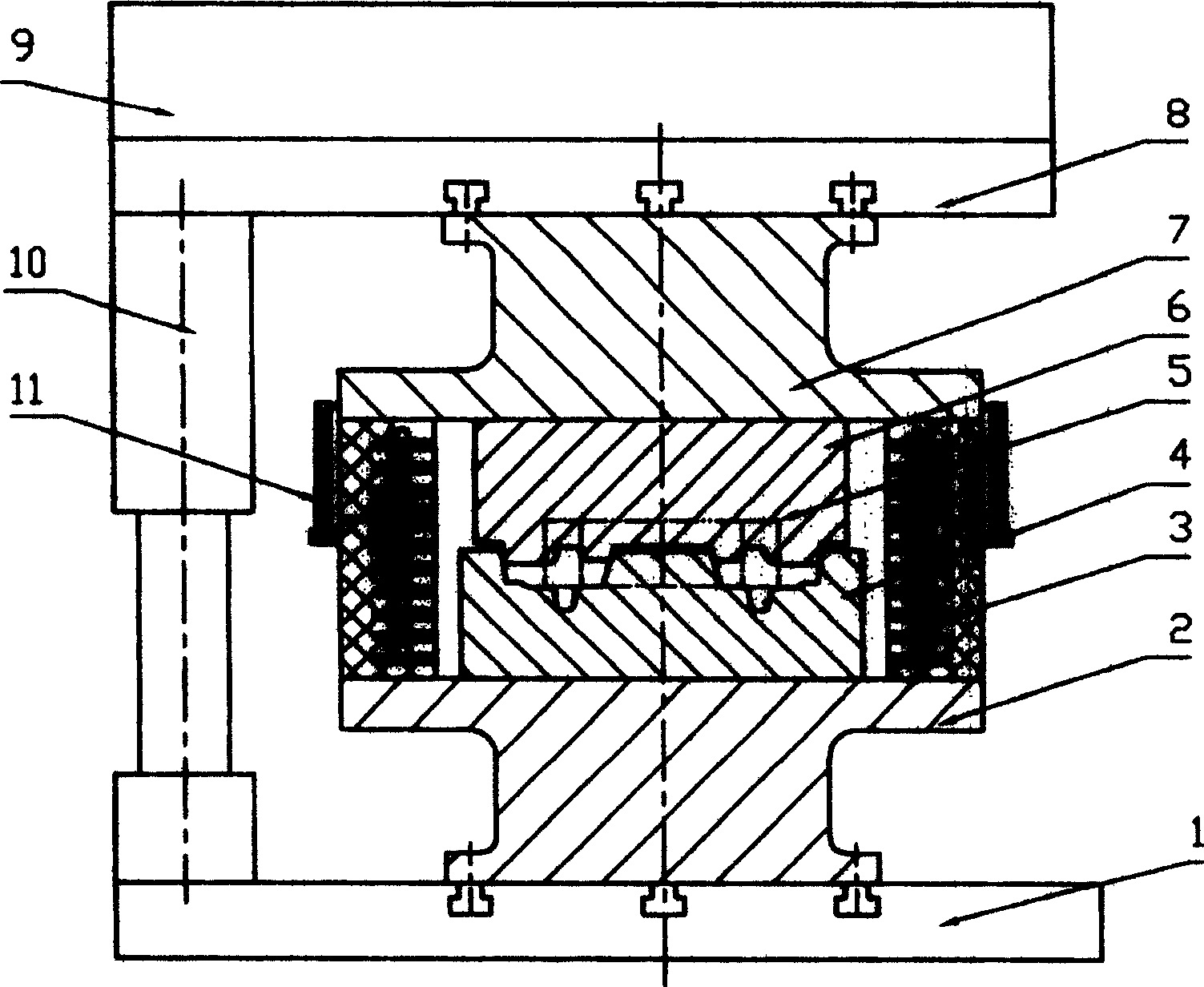
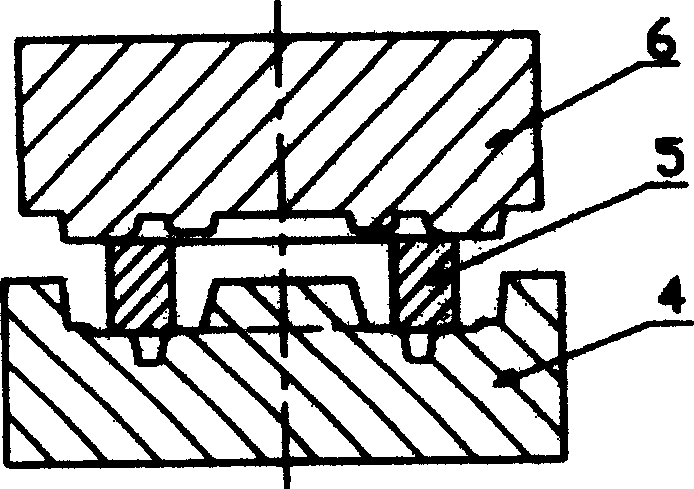
[0030] figure 2 It shows the assembly situation of the forging press 9, the upper forging die 6, the lower forging die 4 and the annular heating furnace 3 for implementing the near-isothermal forging method described in the present invention, and the forging press 9 is fixed on the workbench 1 in sequence. There is a lower anvil 2 and a lower forging die 4. The workbench 1 is connected with the slider 8 through the guide post 10. The slider 8 can slide up and down on the guide post 10. The upper anvil 7 and the upper Forging die 6; an annular heating furnace 3 is installed b...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More