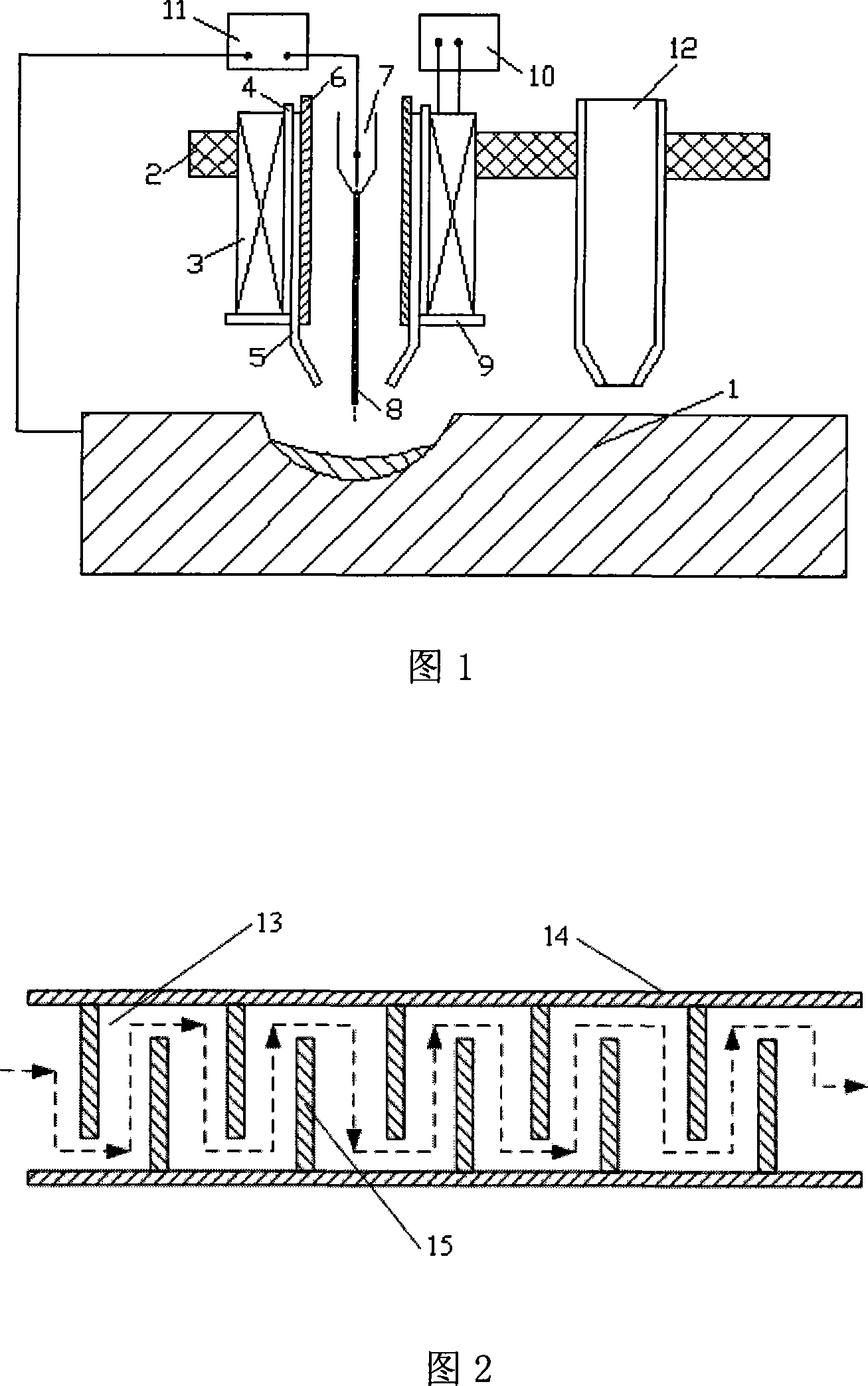
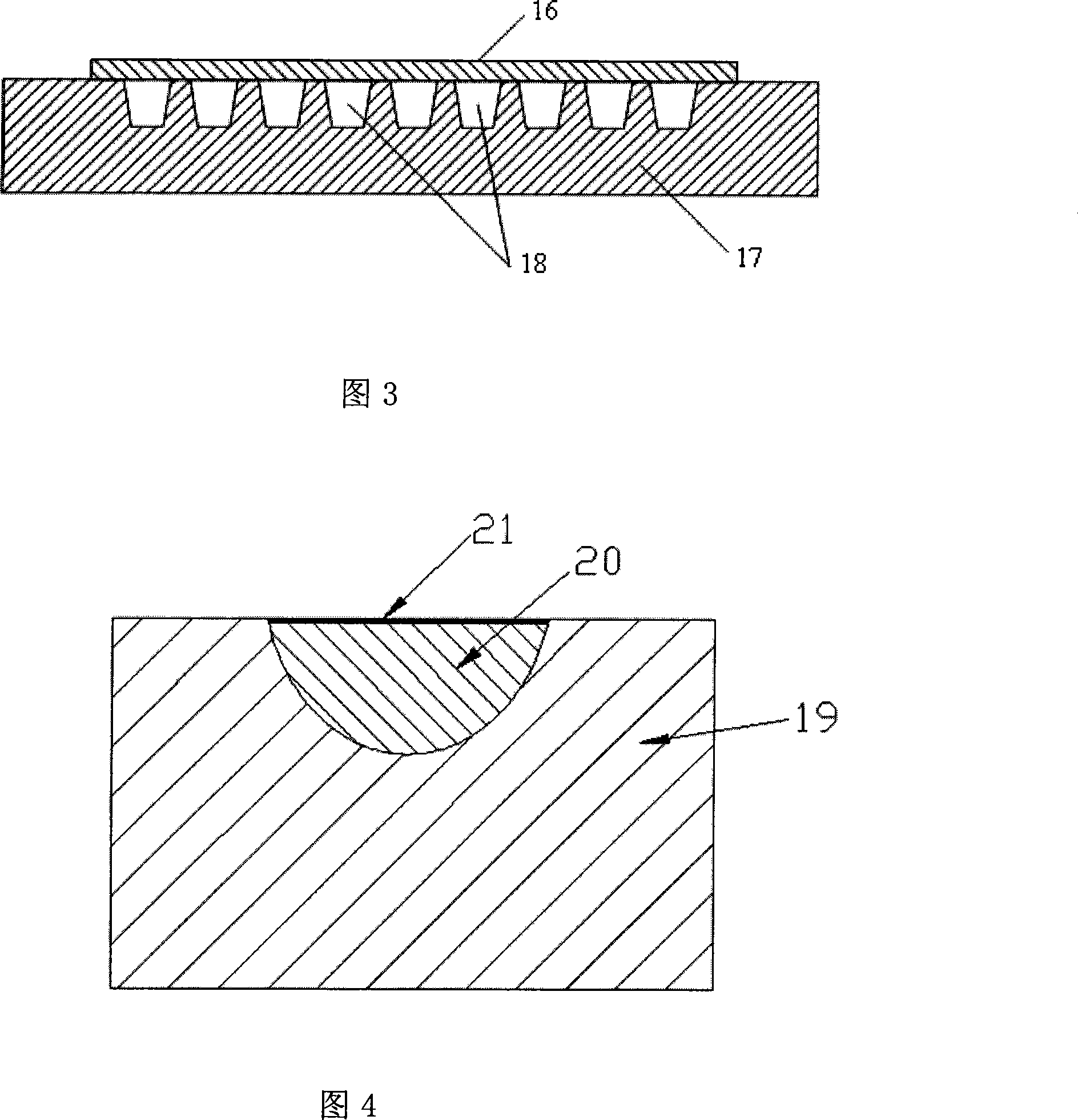
Method and equipment for waste and old mold electromagnetic weld deposit repair and surface modification
A surface modification and mold technology, applied in arc welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of high deposition rate and low dilution rate, high toughness, low toughness and plasticity, and limited performance improvement. Achieve the effects of reducing the sensitivity of pores, improving toughness and plasticity, and improving crystallization conditions
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0076] Embodiment 1: Overlay welding H13 steel functional layer on the waste mold, its overlay welding process parameters are: pulse peak welding current: 350A, pulse base value welding current: 240A, pulse time: 8ms, shielding gas: 95% Ar+CO2 , Wire extension length: 20mmm, excitation current: 3A, excitation frequency: 5Hz, wire diameter: 1.2mm.
Embodiment 2
[0077] Example 2: Surfacing Ni-based and Cr-W-based gradient functional layers on No. 45 steel waste molds. The welding process parameters are: pulse peak welding current: 400A, pulse base value welding current: 260A, pulse time: 10ms , Shielding gas: 95% Ar+O2, wire extension length: 18mmm, excitation current: 2A, excitation frequency: 3Hz, wire diameter: 1.6mm.
[0078] According to the actual surfacing object and mold material composition, comprehensively consider the joint form, surfacing functional layer, surfacing material composition and surfacing process parameters, and systematically optimize the surfacing process to ensure high-quality surfacing remanufacturing mold.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Overhang | aaaaa | aaaaa |
| Overhang | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More