

Fusing agent used for stainless A-TIG welding and using method thereof
A penetrating agent, stainless steel technology, applied in the direction of welding medium, welding equipment, welding equipment, etc., can solve the problem of not considering the influence of welding deformation on the back of the weld, to achieve small deformation, reduce heat input, and reduce sensitivity Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0038] The composition of the penetrating agent of the first embodiment of the present invention is by weight percentage: Al 2 o 3 5%, FeO 6%, Si 37%, Cr 2 o 3 15%, NaF7%, MnO 2 9%, V 2 o 5 21%, the welding specifications are shown in Table 1.
[0039] Table 1 welding specification
[0040] Plate thickness mm
[0041] Put a certain amount of penetrating agent in the container, add an appropriate amount of acetone to make it into a paste. Brush the pasty penetration agent on the surface of the workpiece to be welded with a flat brush. The thickness of the brush should be able to cover the original color of the base metal. The width of the brush is about 20mm, and the consumption of the penetration agent per meter of weld bead is about 0.4g. After the acetone volatilizes, it can be welded. Its technical effect is as follows.
[0042] 1. Shape of molten pool
[0043] like Figure 1a As shown, no penetrating agent is used, butt joint of 10mm thick plate req...
Embodiment 2
[0057] The penetrating agent in the second embodiment of the present invention is proportioned by weight percentage: Al 2 o 3 6%, FeO7%, Si30%, Cr 2 o 3 17%, NaF7%, MnO 2 11%, V 2 o 5 twenty two%. The welding specifications are shown in Table 1. After using the penetration agent, the technical effect is as follows.
[0058] 1. Shape of molten pool
[0059] like Figure 4a As shown, the penetration depth without the use of penetration agent is only 3mm. like Figure 4b As shown, the penetration depth of the penetrating agent is 10mm. The melt width with penetrating agent is significantly smaller than that without penetrating agent, the shape of the molten pool is a typical finger-shaped molten pool, and the reinforcement at the back of the weld is less than 2mm.
[0060] 2. Appearance of weld seam
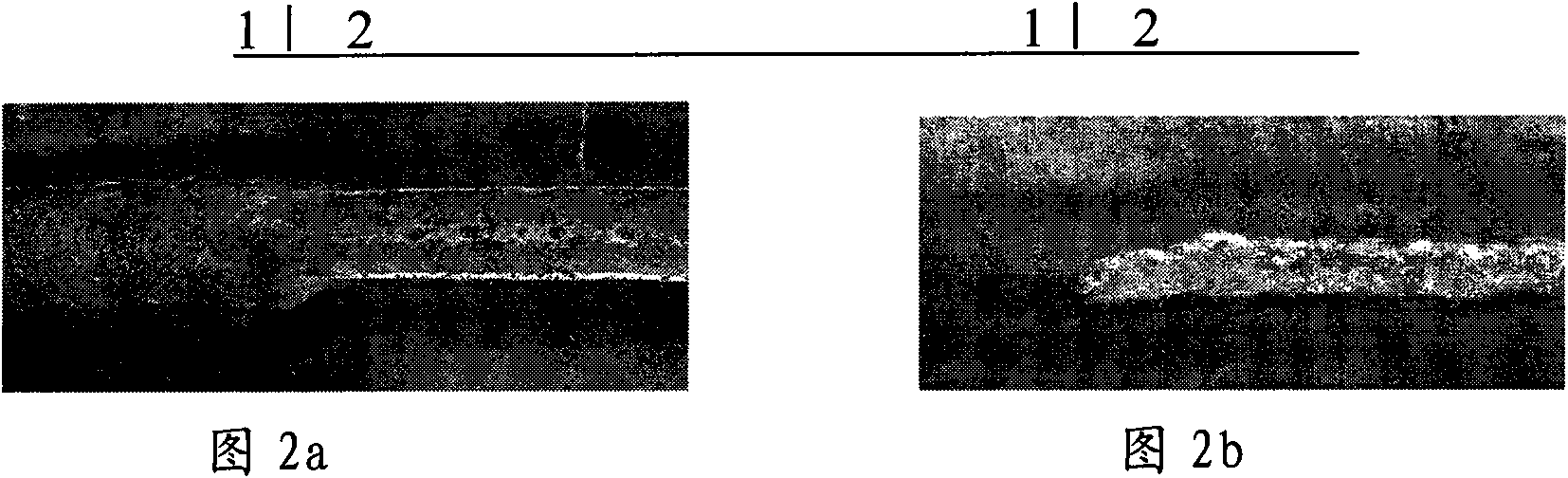
[0061] Figure 5a This is the topography of the weld seam. The weld seam is obviously narrowed in the area where the penetrating agent is applied, and the surface i...
Embodiment 3
[0074] The penetrating agent of the third embodiment of the present invention is proportioned by weight percentage: Al 2 o 3 5%, FeO5%, Si 40%, Cr 2 o 3 12%, NaF 8%, MnO 2 8%, V 2 o 5 twenty two%. The welding specifications are shown in Table 1. After using the penetration agent, its technical effects are as follows.
[0075] 1. Shape of molten pool
[0076] like Figure 6a As shown, the penetration depth without the use of penetration agent is only 3mm. like Figure 6b As shown, the penetration depth of the penetrating agent is 10mm. The melt width with penetrating agent is significantly smaller than that without penetrating agent, the shape of the molten pool is a typical finger-shaped molten pool, and the reinforcement on the back of the weld is less than 2mm.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More