

Welding method of girth weld of inner cladding thin-walled stainless steel composite tube
A welding method and technology for composite pipes, which are applied in welding equipment, welding equipment, welding accessories, etc., can solve the problems of melting of base metal, affecting corrosion resistance of clad welds, and poor matching of mechanical properties of welded joints. Achieve the effect of solving the decline of corrosion resistance and overcoming adverse effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0036] The girth welding of SAF 2205 duplex stainless steel / Q235 carbon steel composite pipe is taken as an example to describe this embodiment. The cladding 2 of the composite pipe is duplex stainless steel SAF 2205 with a thickness of 2 mm; the base layer 1 is carbon steel Q235 with a thickness of 12 mm. The welding of this composite pipe adopts the following steps:
[0037] (1) Groove processing
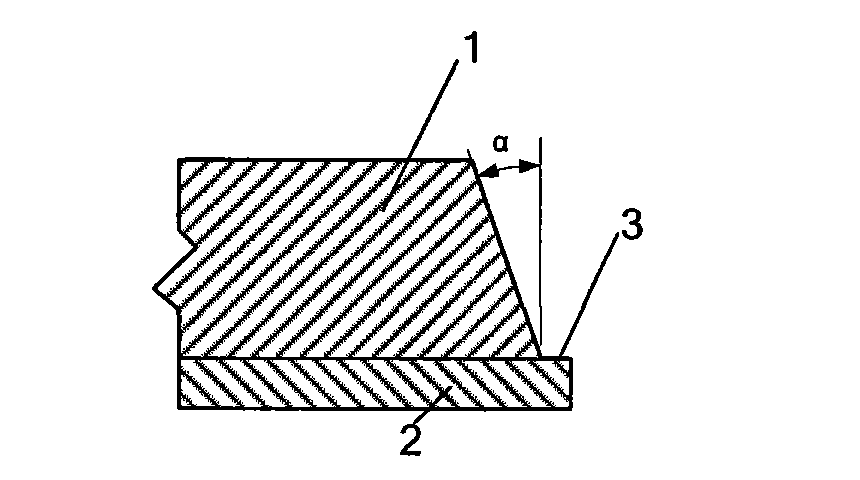
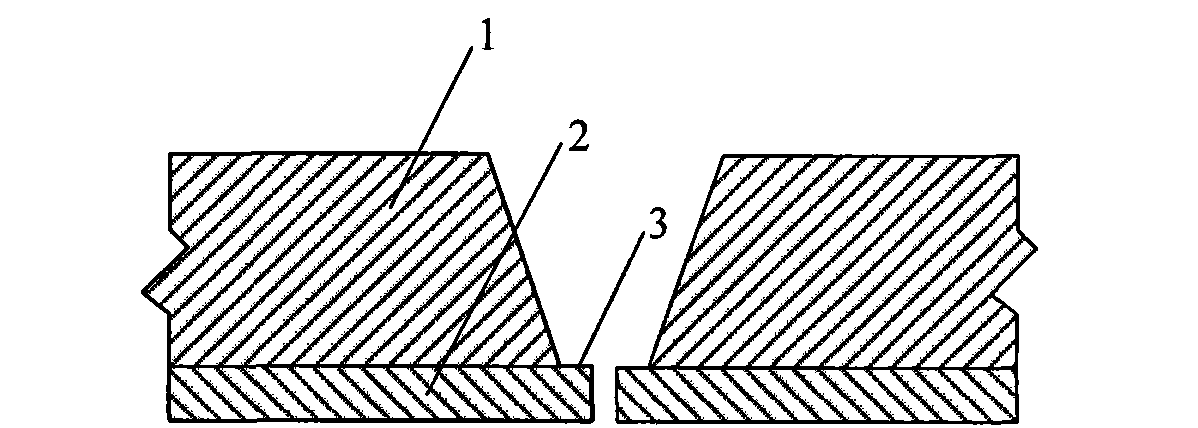
[0038] according to figure 1 , the bevel processing is carried out on the base layer 1 of the composite pipe end, wherein the unilateral bevel angle α is 20°, so that the pipe end coating 2 protrudes from the base layer 1, and the extension width 3 of the coating is 2mm, and the thickness of the blunt edge is the same as The cladding thickness is the same (thickness of blunt edge is figure 2 The cladding 2 thickness shown in, one of the characteristics of the present invention is that the thickness of the blunt edge is the same as the thickness of the cladding, that is to say,...
Embodiment 2
[0052] Taking 0Cr18Ni9 austenitic stainless steel / 16Mn low-alloy steel composite pipe girth welding as an example, the embodiment of the present invention is described. The cladding 2 of the composite pipe is 0Cr18Ni9 austenitic stainless steel with a thickness of 1.5 mm; the base layer 1 is low alloy steel Q345 with a thickness of 8 mm. The welding of this composite pipe adopts the following steps:
[0053] (1) Groove processing
[0054] according to figure 1 , carry out groove processing on the base layer 1 of the pipe end of the composite pipe, wherein the single-side groove angle α is 15°, so that the pipe end coating 2 protrudes from the base layer 1, and the coating extension width 3 is 1.5mm, and the thickness of the blunt edge Same as cladding thickness (thickness of blunt edge is figure 2 The cladding 2 thickness shown in, one of the characteristics of the present invention is that the thickness of the blunt edge is the same as the thickness of the cladding, that ...
Embodiment 3
[0064] Taking SAF 2205 duplex stainless steel / 15CrMo low-alloy steel composite pipe girth welding as an example, the embodiment of the present invention will be described. The cladding 2 of the composite pipe is duplex stainless steel SAF 2205 with a thickness of 3 mm; the base layer 1 is low alloy steel 15CrMo with a thickness of 20 mm. The welding of this composite pipe adopts the following steps:
[0065] (1) Groove processing
[0066] according to figure 1 , carry out groove processing on the base layer 1 of the composite pipe end, wherein the single-side groove angle α is 25°, so that the pipe end coating 2 protrudes from the base layer 1, and the coating extension width 3 is 3.5 mm, and the blunt edge thickness Same as cladding thickness (thickness of blunt edge is figure 2 The cladding 2 thickness shown in, one of the characteristics of the present invention is that the thickness of the blunt edge is the same as the thickness of the cladding, that is to say, the cla...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More