

Casting method of cast steel rotary furnace flue
A technology for cast steel and converter, which is applied in the field of casting steel converter flue and metallurgical high temperature furnaces and kilns, and can solve the problems of increasing the working face temperature of the converter flue, accelerating the damage of the converter flue, and shortening the service life of the converter flue. , to solve the problems of melting through and inner surface oxidation, avoid remelting and recrystallization, and save production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
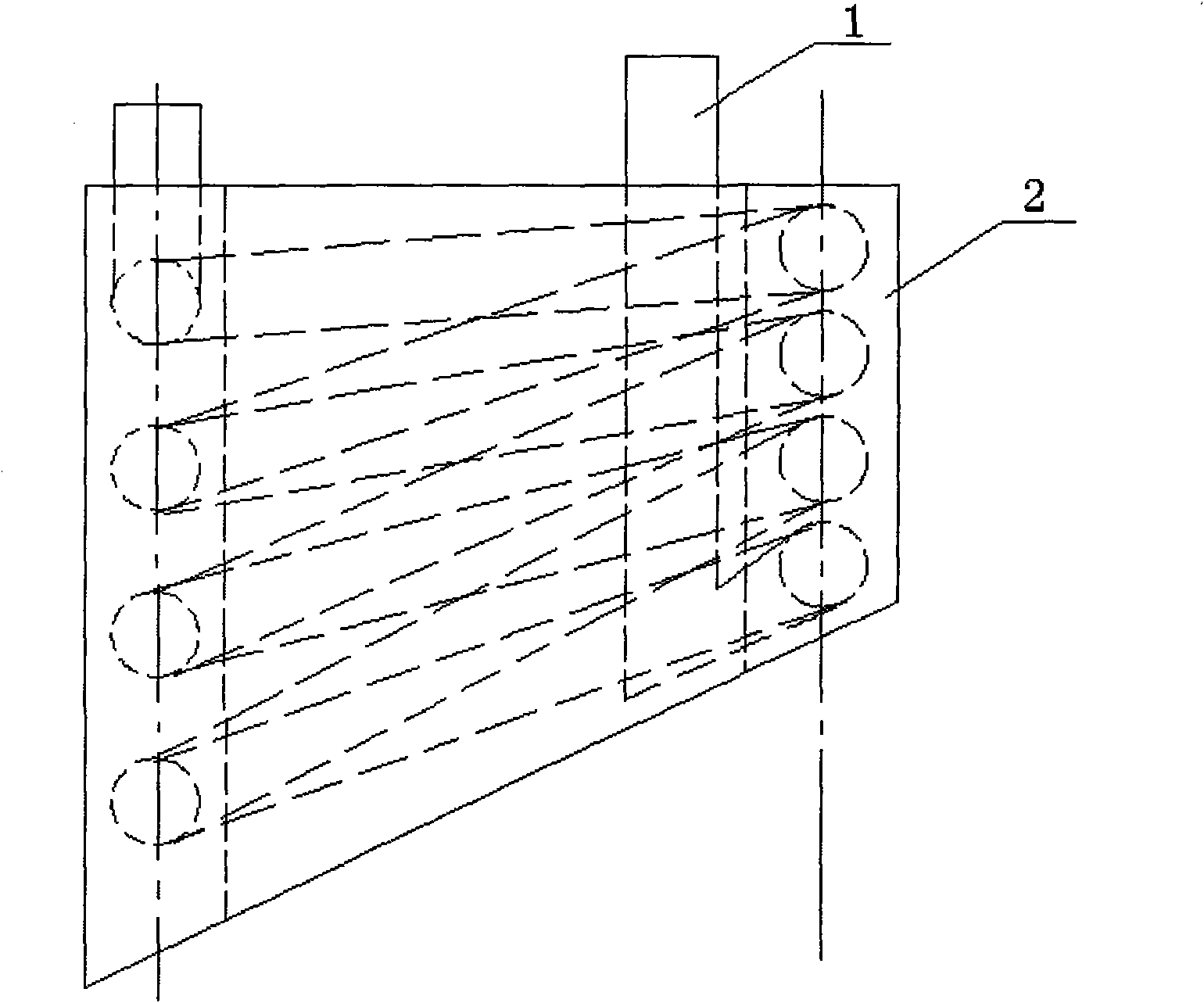
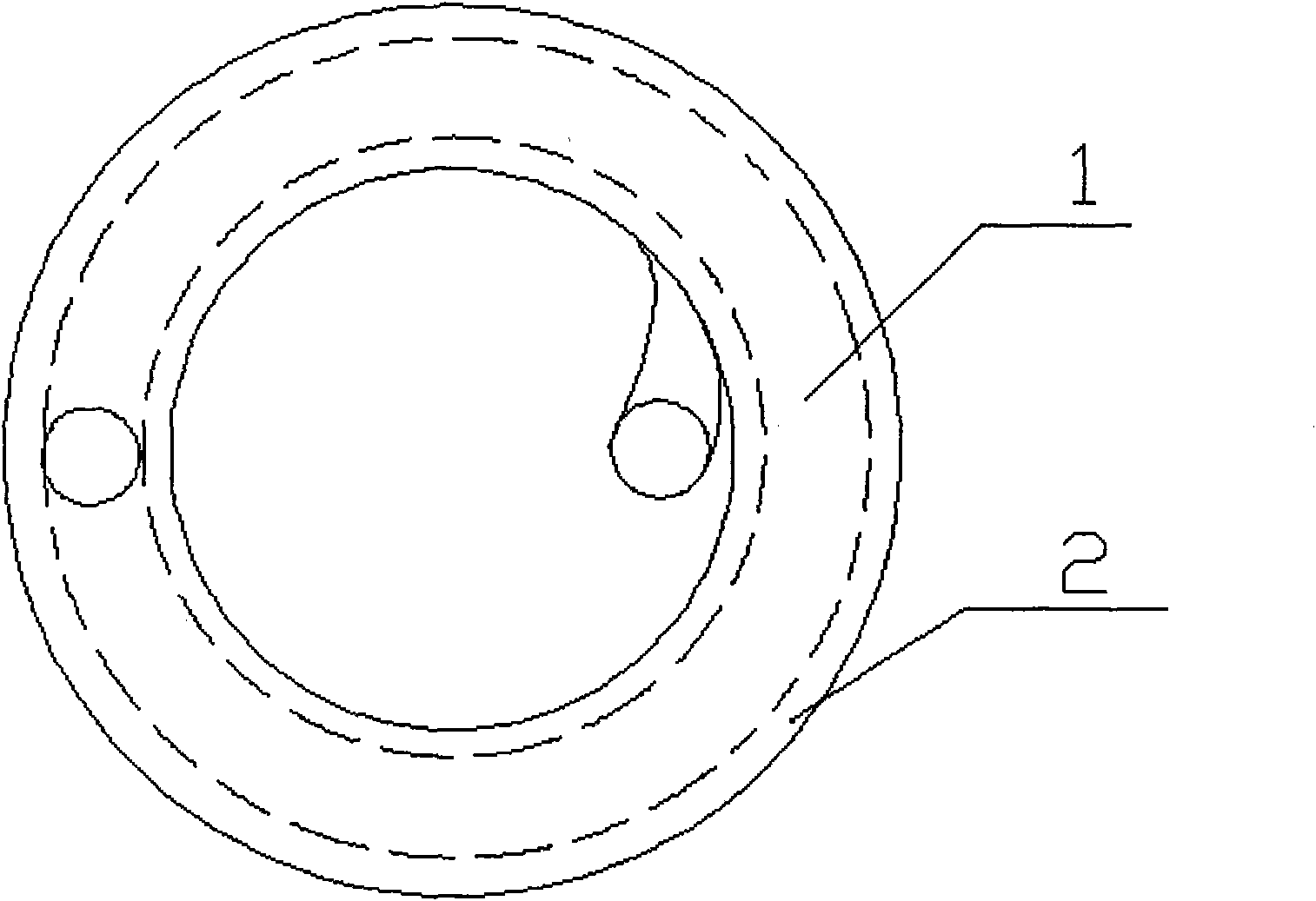
[0030] In the casting method of the cast steel converter flue of the present invention, the material of the cooling water pipe 1 is selected as cast steel, and the cast steel material is used to cast the matrix 2 at the same time, and the specific casting steps are as follows:
[0031] (1) The molten steel is smelted in an intermediate frequency induction furnace (3 tons of bulk density). At the end of the molten steel smelting, the slagging agent is added twice to make it evenly cover the surface of the molten steel. The total consumption of the slagging agent is added at a rate of 1kg / ton of molten steel. , the slagging agent contains 80-85% calcium oxide and 10-15% magnesium oxide;
[0032](2) Before the molten steel is released from the furnace, ferrosilicon alloy nuggets with a particle size of 30-40 mm are added to the induction furnace at one tim...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More