Continuous fiber reinforced thermoplastic flame retardant prepreg tape composite material and preparation method thereof
A technology for reinforcing thermoplastic and continuous fibers, which is applied in the field of continuous fiber reinforced thermoplastic flame retardant prepreg composite materials and their preparation, and achieves the effects of good impact resistance, high flame retardant level and strong cleaning ability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0044] Resin is prepared by following raw material parts by weight:
[0045] PP65
[0046] Decabromodiphenylethane 24
[0047] Sb 2 o 3 8
[0048] PP-g-MAH 3
[0049] Glass beads 5
[0050] Antioxidant 1010 0.4
[0051] Antioxidant 168 0.2
[0052] Light stabilizer 3346 0.3
[0053] Light stabilizer 3853S 0.3
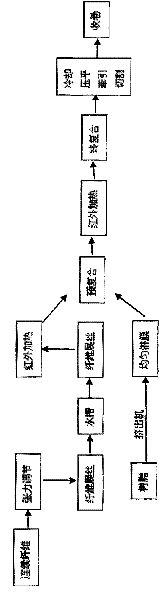
[0055] Such as figure 1 As shown, thermoplastics, flame retardants, grafting agents, glass beads and auxiliary additives are mixed uniformly by a high mixer and then extruded in a twin-screw extruder for granulation. 45%). The fibers treated with sizing agent (accounting for 55% of the total amount of prepreg tape) are introduced into the fiber spreading system through the spinning creel, and the tension of the system is adjusted through the tension adjustment system, so that each fiber bundle is evenly stressed, so that it can be flattened prepreg tape. The flat prepreg belt passes through a spreadi...
Embodiment 2~4
[0060] Carry out according to the processing route of embodiment 1, raw material proportioning is configured by following weight parts:
[0061]
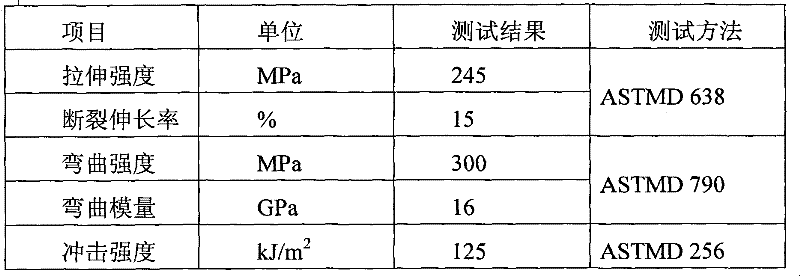
[0062] Gained product properties are as follows:
[0063]
Embodiment 5
[0065] A preparation method of continuous fiber reinforced thermoplastic flame-retardant prepreg tape composite material, the method comprises the following steps:
[0066] (1) Preparation of modified resin, prepare raw materials according to the following components and parts by weight:
[0067] Polyethylene 55,
[0068] Decabromodiphenylethane 35,
[0069] The weight ratio of antimony trioxide is 5,
[0070] Polypropylene grafted maleic anhydride (PP-g-MAH) 3,
[0071] Glass beads with a particle size of 2-130 μm and a true density of 0.25-0.6 g / cm3 8,
[0072] Antioxidant 1010 0.1
[0073] Antioxidant 168 0.2,
[0074] Commercially available light stabilizer 0.6,
[0075] Ethylene bisstearamide 1;
[0076] The above raw materials are mixed uniformly by a high-speed mixer, and then extruded and granulated in a twin-screw extruder to obtain a modified resin;
[0077] (2) Weighing the modified resin prepared in step (1) by 45wt%, continuous fiber 55wt%; the continuous ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Particle size | aaaaa | aaaaa |
| Density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



