

Aluminizing liquid, hot dip aluminum plating method and metal device prepared by method
A hot-dip aluminization and aluminum-plating technology, applied in hot-dip plating process, metal material coating process, coating and other directions, can solve problems such as poor coating adhesion, achieve easy operation, reduce oxidation, and low equipment requirements Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
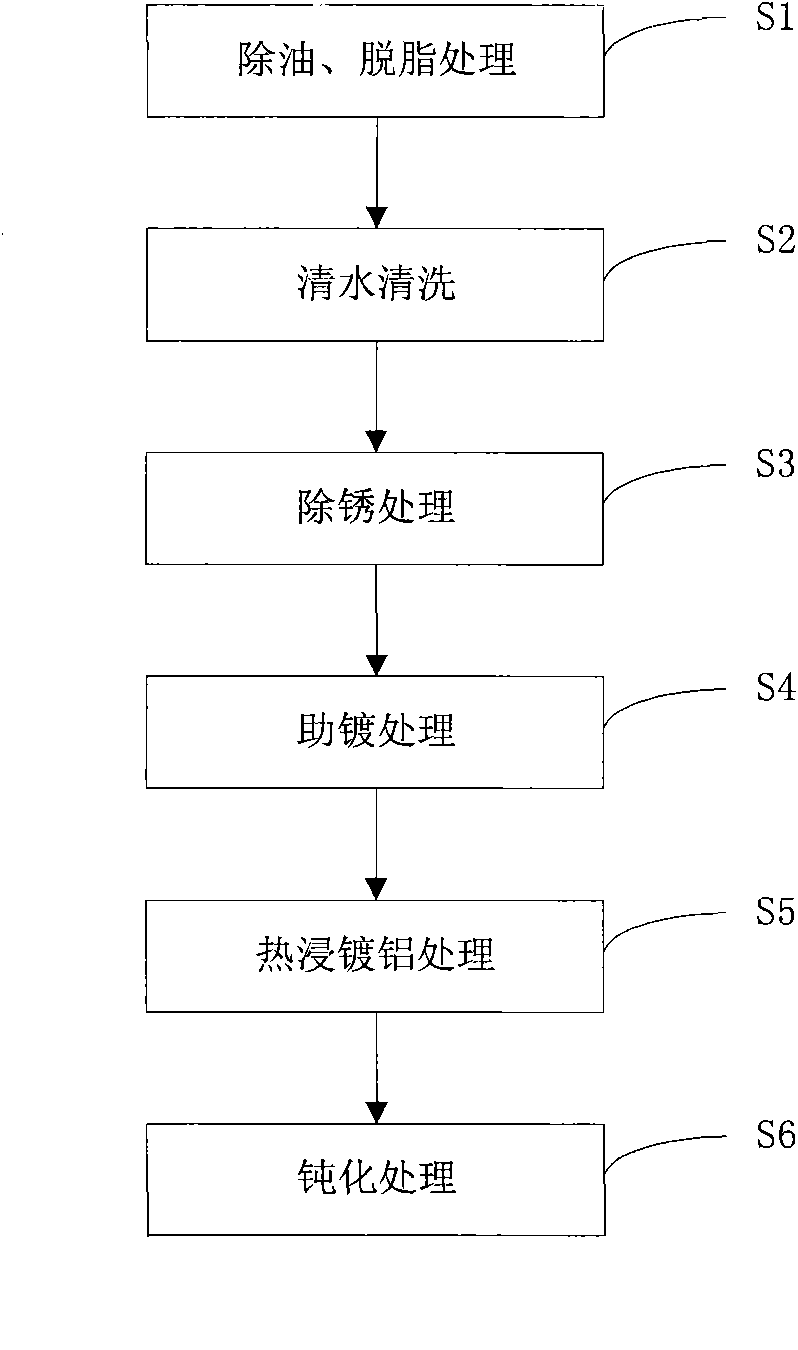
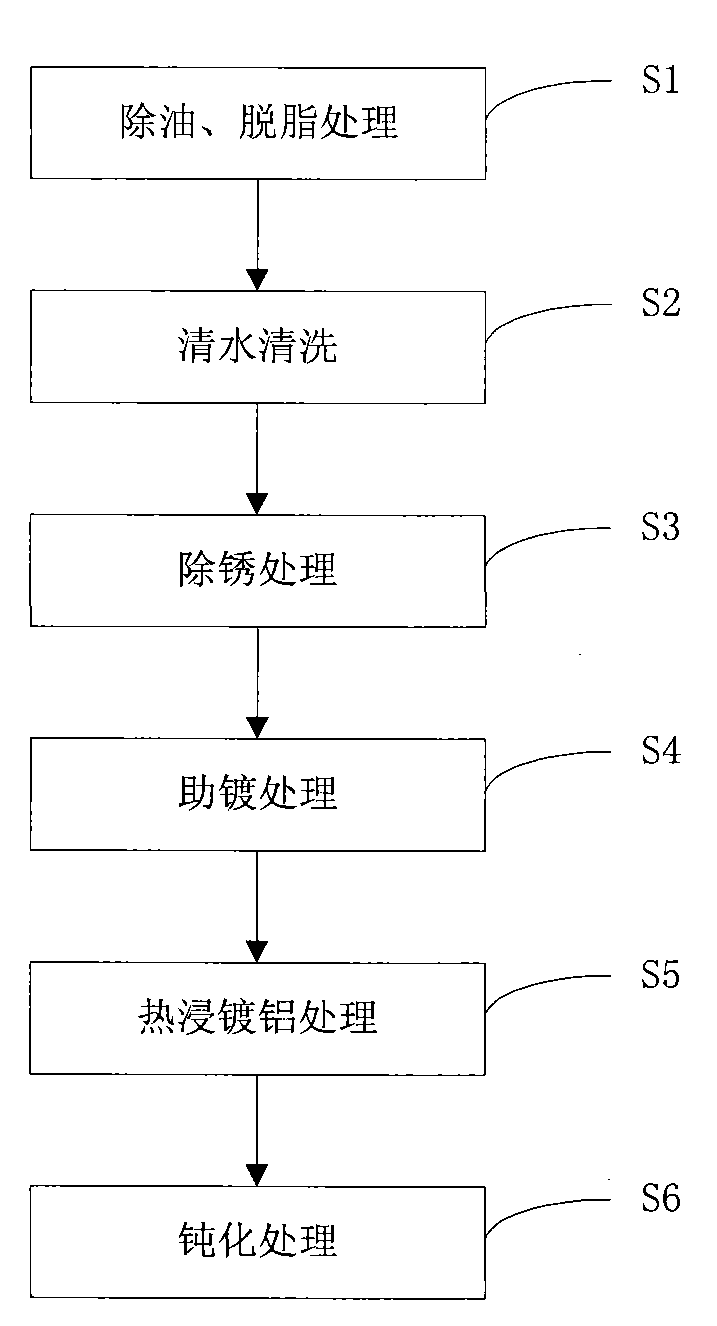
[0030] The preparation method of this aluminum plating solution, such as figure 1 As shown, including the following process flow:
[0031] Step S1, degreasing step: put the workpiece into the degreasing liquid, and treat it at a temperature of 60-90° C. for 5-15 minutes; wherein, the degreasing liquid formula includes: 20-50% hydroxide Sodium, 30-50% sodium carbonate, 20-40% sodium phosphate, 3-6% sodium silicate, the balance is water;
[0032] Step S2, cleaning step: place the workpiece after the degreasing treatment in normal temperature water or high temperature water of 60-90°C, and remove the degreasing liquid on the surface of the workpiece;
[0033] Step S3, rust removal step: put the cleaned workpiece into the rust removal solution, and perform rust removal treatment at room temperature for 5-15 minutes; immediately after the rust removal is completed, strict cleaning should be carried out to remove the acid solution on the surface of the workpiece; In the formula of...
Embodiment 11
[0069] Embodiment 11Cr13 steel hot-dip aluminum plating
[0070] Degreasing liquid: 40g / L sodium hydroxide, 30g / L sodium carbonate, 35g / L sodium phosphate, 3g / L sodium silicate, the balance is water; derusting liquid: 10% hydrochloric acid, 0.5% urotropine, The balance is water; flux: 10% K 2 ZrF 6 Solution; aluminum plating solution: 94% Al, 4% Si, 2% RE (among them, among RE rare earth metals, 30% La, 60% Ce, 10% Pr by mass ratio); surface covering agent: 40% KCl, 45% NaCl, and 15% NaAlF 6 ; Passivation treatment solution: the volume ratio of nitric acid, phosphoric acid and distilled water is 1:1:20.
[0071] The workpiece is made of 1Cr13 steel plate. Use degreasing liquid to degrease the workpiece at 80-90°C. After visual inspection and cleaning, clean the degreasing liquid on the surface of the workpiece with normal temperature water, then derust with derusting liquid for 10 minutes, clean it again, and then At 90°C, use fluxing agent for 2min.
[0072] After the fl...
Embodiment 21
[0075] Corrosion resistance test of embodiment 21Cr13 steel after hot-dip aluminizing
[0076] The 900° C. cyclic oxidation experiment was carried out with the 1Cr13 steel plate obtained in Example 1 after hot-dip aluminum plating.
[0077] The experiment was carried out according to the metallurgical standard YB48264. The 1Cr13 steel plate after hot-dip aluminum plating has a completely dense oxide film at 900°C, the oxidation rate is very small, and it has complete oxidation and corrosion resistance at 900°C. Compared with the 1Cr13 steel plate without dipping, the 1Cr13 steel plate after hot-dip aluminum plating has better resistance to high temperature oxidation corrosion.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More