

Preparation method of low-pressure high-flux nanofiltration membrane
A nanofiltration membrane, low pressure and high technology, applied in the field of low pressure and high flux nanofiltration membrane preparation, can solve problems such as complex processes, and achieve the effects of high separation efficiency, strong anti-pollution ability, and large water flux
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
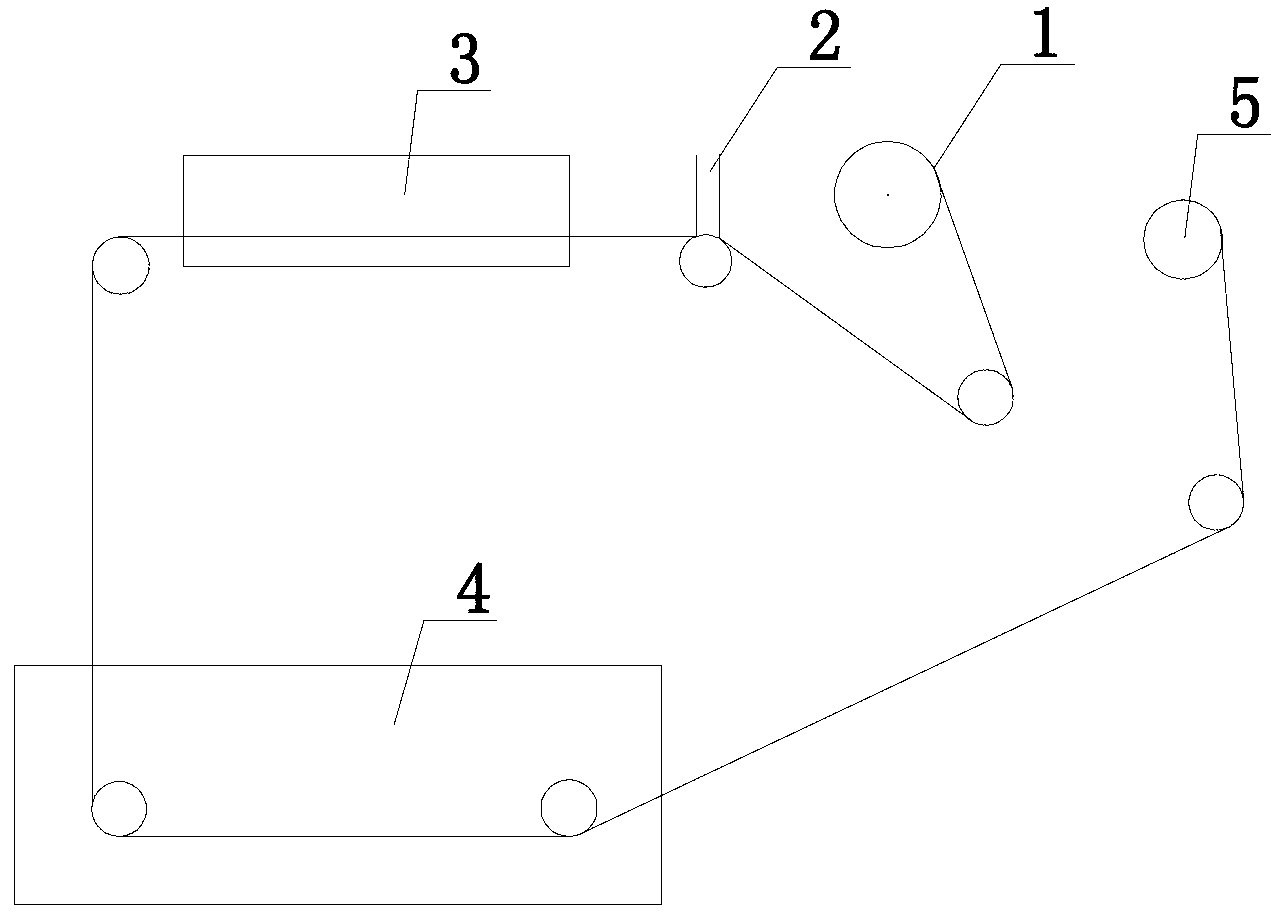
[0027] Dissolve 4 kg of lithium chloride and 4 kg of polyvinylpyrrolidone in 74 kg of N,N-dimethylacetamide, then add 18 kg of polyethersulfone, dissolve the mixture at 60°C at a constant temperature, and Degassing by heating at 50°C to obtain a casting solution. A certain amount of the prepared film casting solution was put into the trough 2, and the polyester non-woven fabric 1 was used as the support layer, and the thickness of the film was controlled to 0.25 mm by a feeler gauge. The non-woven fabric 1 passes through the trough 2 at a speed of 3 m / min driven by the motor 5, and the 0.25 mm thick casting liquid is scraped onto the non-woven fabric 1 by controlling the scraper in the trough 2. The relative humidity of the film-making room At 45%-50%, the temperature is 25°C-30°C; after coating the casting solution on the non-woven fabric 1, stay in the oven 3 at 90°C for 0.4 min, evaporate a part of the solvent, and then enter the gel tank 4 to solidify film forming. The p...
Embodiment 2
[0029] Dissolve 4 kg of lithium chloride and 4 kg of polyvinylpyrrolidone in 74 kg of N,N-dimethylacetamide, then add 18 kg of polyethersulfone, dissolve the mixture at a constant temperature of 60°C, and ℃ heating defoaming. A certain amount of casting solution was put into the trough 2, and the polyester non-woven fabric 1 was used as the support layer, and the thickness of the film was controlled to 0.25 mm by a feeler gauge. The non-woven fabric 1 passes through the trough 2 at a speed of 3 m / min driven by the motor 5, and the 0.25 mm thick casting liquid is scraped onto the non-woven fabric 1 by controlling the scraper in the trough 2. The relative humidity of the film-making room At 45%-50%, the temperature is 25°C-30°C; after coating the casting solution on the non-woven fabric 1, stay in the oven 3 at 90°C for 0.5 min, evaporate part of the solvent, and then enter the gel tank 4 to solidify film forming. The prepared membrane was placed in tap water for more than 24 ...
Embodiment 3
[0031]Dissolve 6 kg of lithium chloride and 2 kg of polyvinylpyrrolidone in 74 kg of N,N-dimethylacetamide, then add 18 kg of polyethersulfone, dissolve the mixture at a constant temperature of 60°C, and ℃ heating defoaming. A certain amount of casting solution was put into the trough 2, and the polyester non-woven fabric 1 was used as the support layer, and the thickness of the film was controlled to 0.25 mm by a feeler gauge. The non-woven fabric 1 passes through the trough 2 at a speed of 3 m / min driven by the motor 5, and the 0.25 mm thick casting liquid is scraped onto the non-woven fabric 1 by controlling the scraper in the trough 2. The relative humidity of the film-making room At 45%-50%, the temperature is 25°C-30°C; after coating the casting solution on the non-woven fabric 1, stay in the oven 3 at 90°C for 0.4 min, evaporate a part of the solvent, and then enter the gel tank 4 to solidify film forming. The prepared membrane was placed in pure water for more than 2...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| contact angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More