

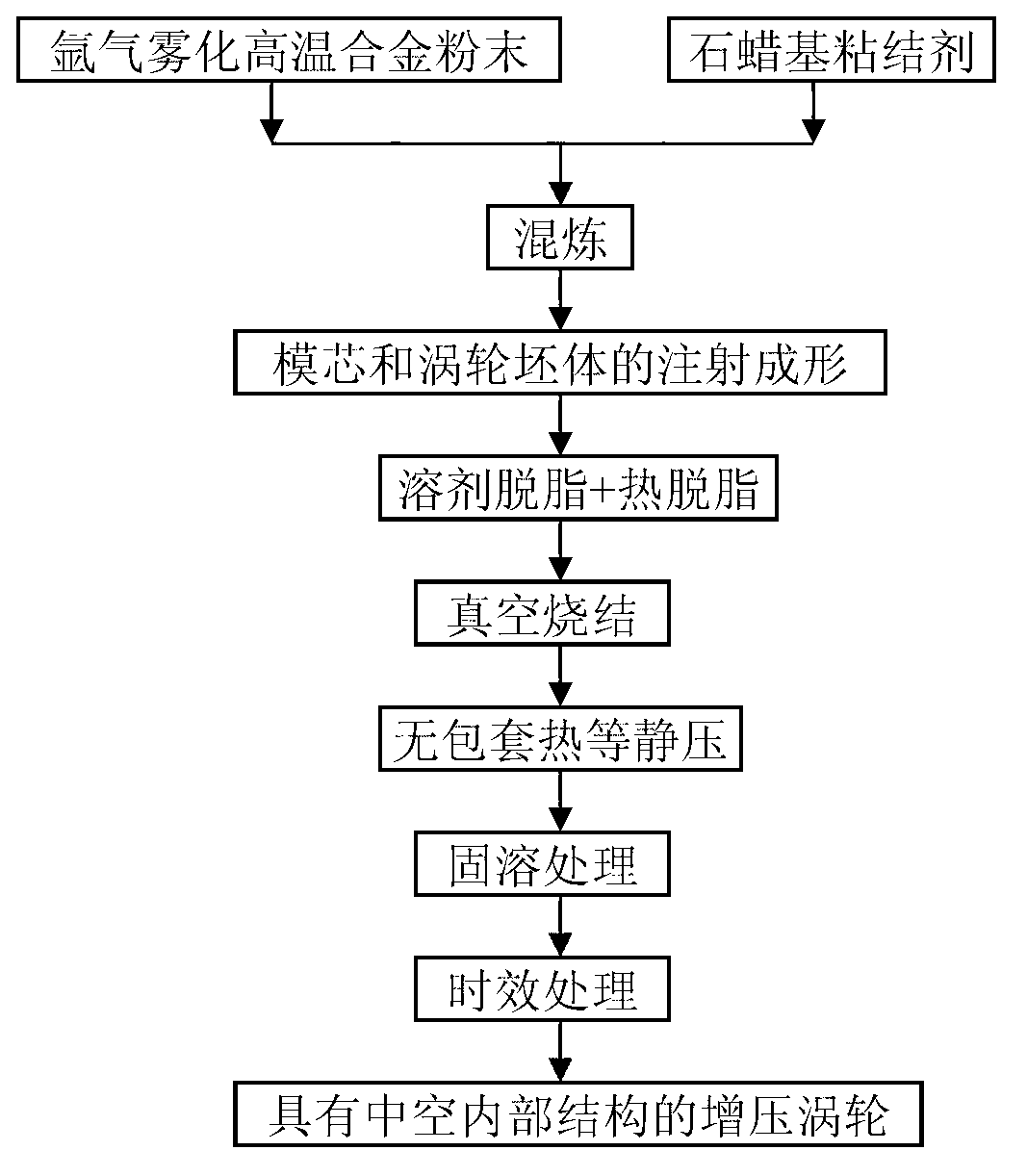
Near-net shaping method for charging turbine with hollow internal structure
A turbocharger and internal structure technology, applied in the field of powder injection molding, to achieve the effects of reducing degreasing defects, high dimensional accuracy, and avoiding non-metallic inclusions
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0017] Example 1: Using K213 alloy powder as raw material to prepare a turbine with a simple hollow structure
[0018] The argon atomized K213 alloy powder with a particle size of 2-20 μm is used as the raw material, and the weight percentage content of the alloy elements is: 35%Ni, 15%Cr, 1.8%Al, 3.5%Ti, 5%W, 0.08%B, 0.08%C and balance Fe. The weight percent content of each component in the binder is: 10% high-density polyethylene, 12% polystyrene, 13% polypropylene, 5% stearic acid and the rest paraffin. First, the atomized superalloy powder and the paraffin-based binder were mixed for 60 minutes in a double planetary mixer at 131 °C and a speed of 36 rpm to make a feed with uniform rheological properties. The powder loading was 63vol.%. The feed material is injection-molded on a CJ80-E injection molding machine with an injection temperature of 160°C and an injection pressure of 90MPa to obtain a turbine blank. The turbine blank is dissolved in trichlorethylene at 40°C ...
Embodiment 2
[0019] Example 2: Using K418 alloy powder as raw material to prepare a turbine with a simple hollow structure
[0020] The argon atomized K213 alloy powder with a particle size of 2-20 μm is used as the raw material, and the weight percentage of alloy elements is: 13%Cr, 6.0%Al, 0.8%Ti, 4.2%Mo, 2.3%Nb, 0.04%B, 0.09% Zr, 0.08% C and the balance Ni. The weight percent content of each component of the binder is: 12% high-density polyethylene, 10% polypropylene, 10-15% polystyrene, 8% stearic acid and the rest paraffin. Firstly, the mixed powder and the binder were mixed evenly, and then kneaded for 90 min on a double planetary mixer at 140 °C and a speed of 40 rpm to make a feed with uniform rheological properties, and the powder loading was 64 vol. %. The feed material is injection-molded on a CJ80-E injection molding machine with an injection temperature of 150°C and an injection pressure of 100MPa to obtain a turbine blank. The turbine body is dissolved in trichlorethylen...
Embodiment 3
[0021] Example 3: Using GH4169 alloy powder as raw material to prepare a turbine with a simple hollow structure
[0022]The argon atomized K213 alloy powder with a particle size of 2-20 μm is used as the raw material, and the weight percentage of alloying elements is: 0.027%C, 53.74%Ni, 17.58%Cr, 5.35%Nb, 3.01%Mo, 0.98%Ti, 0.52%Al, 0.0025%B, 0.009%Si, 0.40%Co, the rest is Fe. The weight percent content of each component of the binder is: 14% high-density polyethylene, 15% polypropylene, 11% polystyrene, 10% stearic acid and the balance paraffin. First, mix the mixed powder and binder evenly, then knead on a double planetary mixer at 149°C and a speed of 45 rpm for 120 minutes to make a feed with uniform rheological properties, and the powder loading is 65vol.%. ; The feed material is injection-molded on a CJ80-E injection molding machine, the injection temperature is 155°C, and the injection pressure is 110MPa; the turbine blank is dissolved in trichlorethylene for 6 hours,...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More