

Hollow cast iron tubular product and vertical continuous casting method and special equipment thereof
A technology of vertical continuous casting and special equipment, applied in the field of hollow cast iron pipes, vertical continuous casting methods and special equipment, can solve the problems of dimensional error, deterioration of uniformity of structure and performance, deterioration of fluidity of molten iron, etc. The ratio of the equiaxed crystal region, the effect of improving the mechanical properties, and improving the dimensional accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
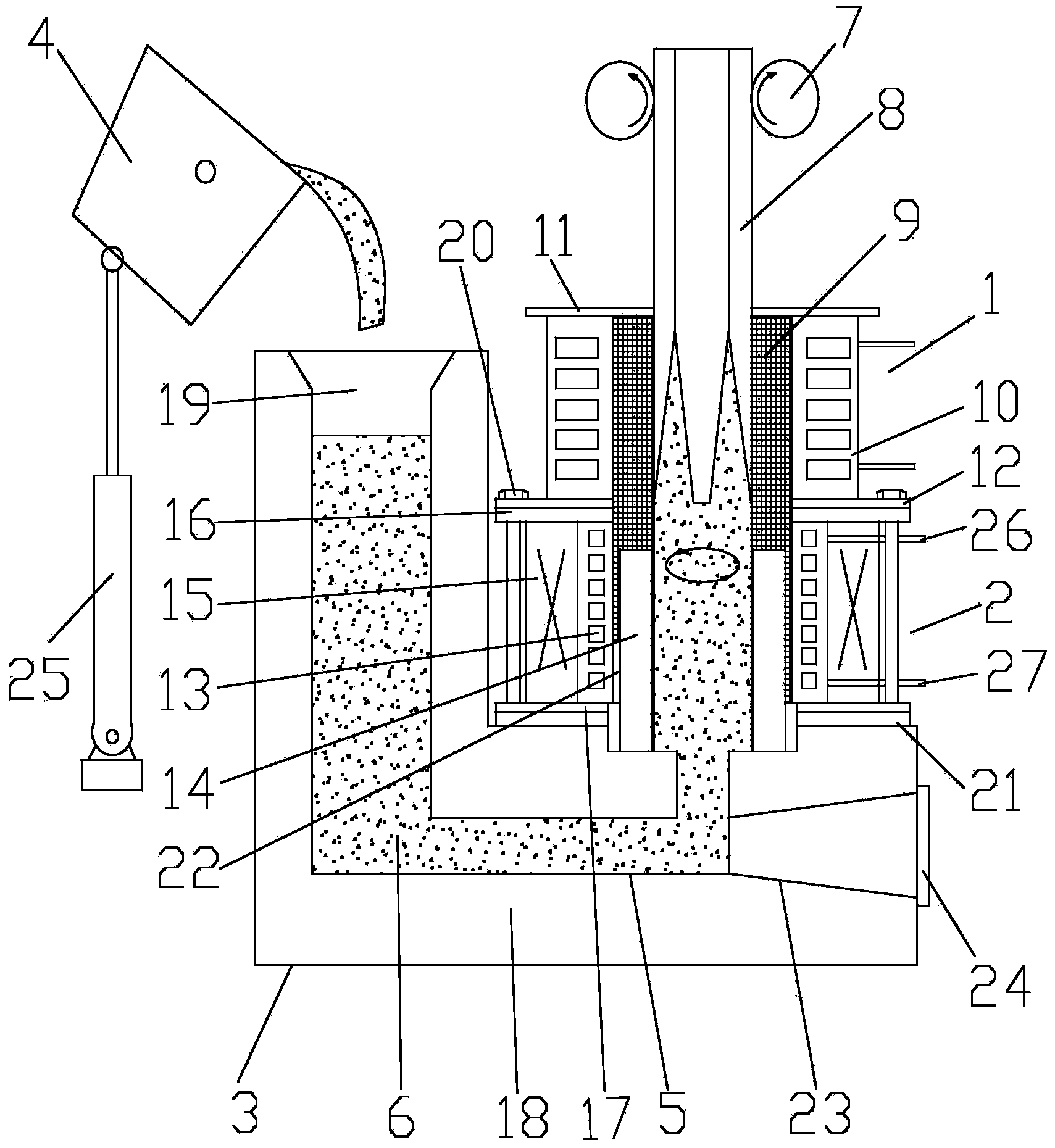
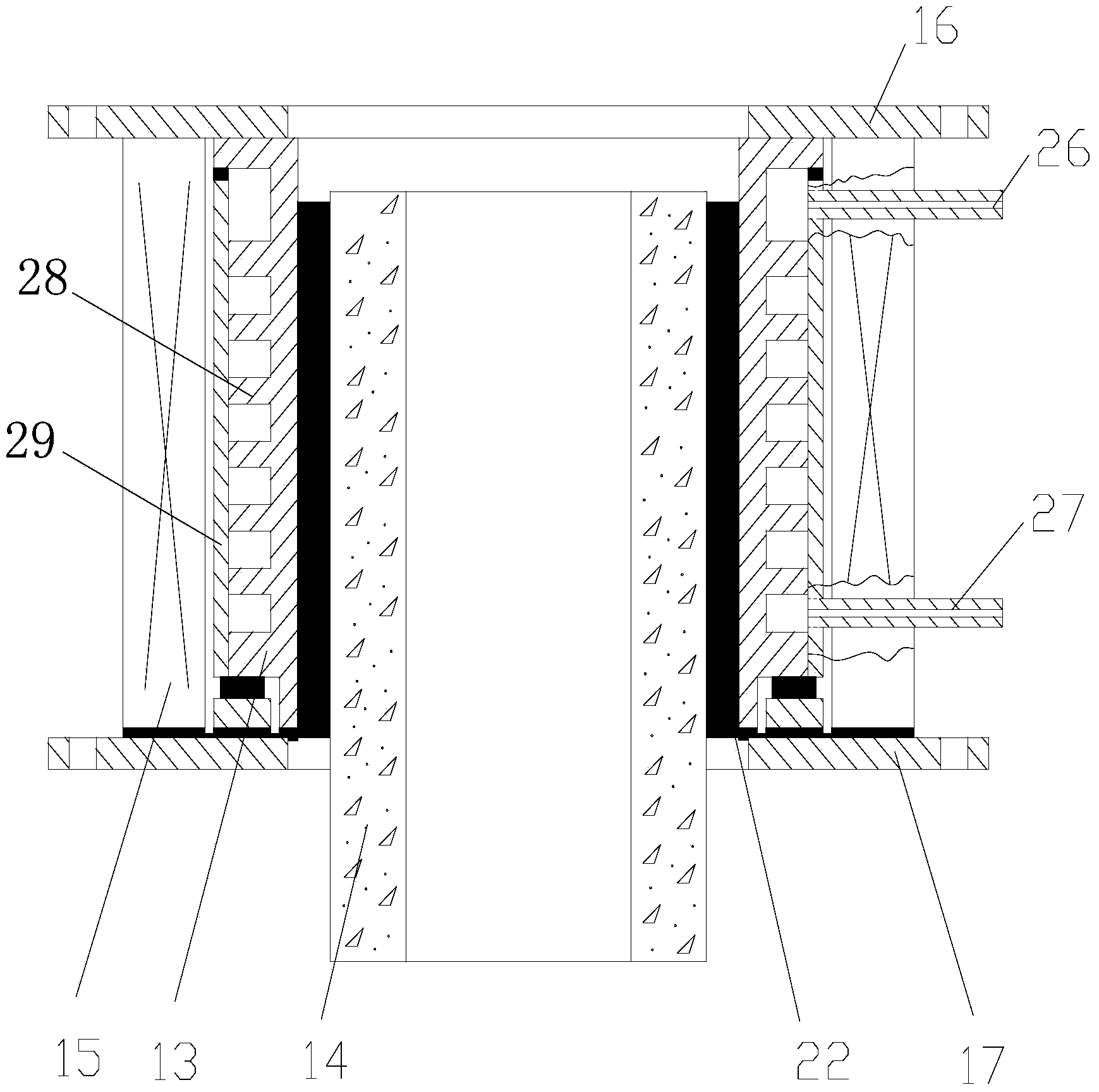
[0025] Attached below figure 1 , 2 An embodiment of the present invention is described.
[0026] The vertical continuous casting method of the hollow cast iron pipe adopts the L-shaped continuous casting holding furnace 3, the rotating magnetic field generator 2 and the crystallizer 1 to jointly form a U-shaped channel 5 for the circulation of the molten iron 6, and the molten iron 6 in the molten iron pouring ladle 4 flows from the L-shaped Continuous injection is made at the entrance of the left end of the U-shaped channel 5 of the continuous casting holding furnace 3, flows through the rotating magnetic field generator 2 and then enters the crystallizer 1, and the rotating magnetic field generated by the rotating magnetic field generator 2 drives the molten iron 6 surrounded by the magnetic field to rotate at a high speed, driving crystallization The molten iron 6 in the mold 1 rotates, and the high-speed rotating molten iron 6 is condensed from the outside to the inside o...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More