

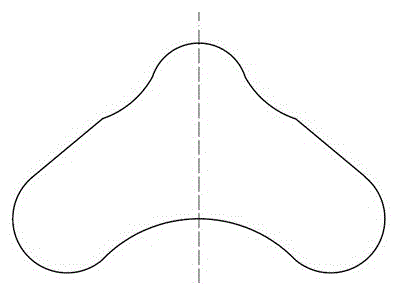
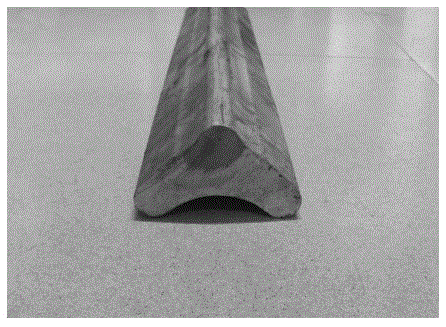
Forming process of a medium-strength heat-resistant magnesium alloy triangular profile
A forming process, magnesium alloy technology, applied in the field of magnesium alloy deformation processing, Mg-Al-Ag series magnesium alloy forging and extrusion deformation, can solve the problems of not deep deformation, small extrusion ratio, not obvious, etc., to achieve production High efficiency and good surface quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0017] Example 1: A smelting furnace with a capacity of 1 ton is used to melt raw materials, semi-continuous casting, and peeling to process a Mg-8.0Al-0.5Ag-0.4Zn-0.1Mn-0.1RE-0.02Ca (wt.%) alloy ingot with a diameter of Ф200mm. The ingot is subjected to upsetting gradient temperature-variable multi-directional forging on the hydraulic press. Before forging, the ingot is kept at 370-400°C for 2 hours, the reduction speed is 200-400mm / min, the reduction of the upsetting pass is 30-40%, and the elongation The pass reduction is 5-10%, and the temperature of the upper and lower cutting boards is 150-200°C. For each upsetting, return to the furnace for annealing, the annealing temperature is lowered by 20°C compared to the previous heating temperature, and the annealing time is 1h. After three times of upsetting, the pier is thickened to a diameter of Ф250mm. The forged ingot is directly extruded on a horizontal extruder with an extrusion ratio of 10, the temperature of the mold ...
Embodiment 2
[0018] Example 2: A melting furnace with a capacity of 1 ton is used to melt raw materials, semi-continuous casting, and peeling to process a Mg-8.5Al-0.8Ag-0.4Zn-0.1Mn-0.1RE-0.01Ca (wt.%) alloy ingot with a diameter of Ф240mm. The ingot is subjected to upsetting gradient temperature-variable multi-directional forging on a hydraulic press. Before forging, the ingot is held at 380°C for 4 hours, the reduction speed is 200-400mm / min, the reduction of the upsetting pass is 30-40%, and the elongation pass The reduction is 5-10%, and the temperature of the upper and lower cutting boards is 150-200°C. Each upsetting is returned to the furnace for annealing, and the annealing temperature is lowered by 20°C compared with the previous heating temperature, and the annealing time is 2h. After three times of upsetting, the diameter of the pier reaches Ф300mm. The forged ingot is directly extruded on a horizontal extruder with an extrusion ratio of 14, the temperature of the mold and ext...
Embodiment 3
[0019] Example 3: A melting furnace with a capacity of 1 ton is used to melt raw materials, semi-continuous casting, and peeling to process a Mg-9.0Al-0.6Ag-0.4Zn-0.1Mn-0.1RE-0.01Ca (wt.%) alloy ingot with a diameter of Ф200mm. Carry out upsetting gradient variable temperature multi-directional forging on the ingot billet on the hydraulic press, heat the ingot billet at 380°C for 2 hours before forging, press speed 200-400mm / min, upsetting pass reduction 30-40%, drawing pass The reduction is 5-10%, and the temperature of the upper and lower cutting boards is 150-200°C. Each upsetting is returned to the furnace for annealing, and the annealing temperature is lowered by 20°C compared to the previous heating temperature, and the annealing time is 1h. After three times of upsetting, the diameter of the pier reaches Ф250mm. The forged ingot is directly extruded on a horizontal extruder with an extrusion ratio of 10, the temperature of the mold and extrusion cylinder is controlled...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More